Техническое обслуживание и текущий ремонт кузовов, кабин и платформ
Отказы и неисправности механизмов, узлов и деталей кузовов, кабин и платформ, вызваны износами механическими повреждениями, производственными дефектами ослаблением заклепочных и болтовых соединений. Износы вызваны коррозией, трением, вибрацией перепадом температур. К механическим повреждением относятся вмятины и выпуклости, прогибы и перекосы, трещины, разрушения сварочных соединений, аварийные. Эти повреждения происходят в результате аварийных повреждений, неправильной сборки, регулировки и старения. Производственные дефекты вызваны некачественным проведением ТО и ремонта, несоответствием сборочных деталей техническим условиям.
В зависимости от степени повреждения, деформации и коррозионного разрушения существует 6 видов ремонта кузовов.
При ремонте №1 производится выправление повреждений с площадью до 20% в легкодоступных местах. При ремонте №2 – выправление повреждений со сваркой. При ремонте №3 – со вскрытием и сваркой, частичном восстановлении до 30% площади поверхности. При ремонте №4 частичном восстановлении деталей на площади поверхности свыше30%. При ремонте №5 производится замена поврежденной детали кузова ремонтной вставкой из запасных частей. При ремонте №6 производится крупноблочный ремонт, предусматривающий замену поврежденных частей кузова блоками деталей с разметкой, отрезкой. Подгонкой, вытяжкой, рихтовкой и их сваркой сплошным или точечным швом. Для тонких металлов, из которых делают кузова легковых автомобилей наиболее часто используются точечные швы чтобы не нарушить конфигурацию деталей. Частичное восстановление деталей производят путем устранения повреждений вытяжкой и правкой с усадкой металла, вырезкой участков, не подлежащих ремонту, изготовлением ремонтных вставок с приданием им формы восстанавливаемой детали. После ремонта кузова необходимо проводить контроль его геометрических параметров.
При ремонте кабин, кузовов, рам и других деталей ходовой части используется следующее оборудование и инструмент: различные ножницы и резаки по металлу, переносные и стационарные электромеханические ножницы, гильотины, кислородно-ацетиленовые горелки, полуавтоматы для сварки в среде защитных газов которые могут производить сварку сплошным и точечным швом не нарушая структуры металла (рис.2.42) стенды для вытяжки и правки деформированных мест кузовов легковых автомобилей, зигмашины необходимые для зиговки, гибки и отбортовки листового металла, машины трубо- и листогибочные, трансформаторы сварочные, инструмент и т д.
Кроме того, при ремонте кузовов, кабин используются новые композиционные материалы на основе эпоксидных смол с помощью которых выравниваются поверхности (вмятины) и производится склеивание деталей. Для выравнивания поверхности кузовов, кабин напылением используется термопластик ТПФ –37. Трещины в панелях кабины могут устраняться пайкой припоем ПМЦ-54, бронзовой или латунной проволокой используя специальный аппарат НИИАТ Р-447.
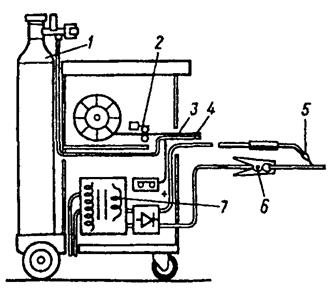
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
Рисунок 2.42 – Схема полуавтомата для сварки в среде защитных газов
В период эксплуатации автомобилей при ТО согласно технологическим картам проводятся крепежные и смазочные работы, антикоррозионное покрытие кузова, осмотр лакокрасочных и декоративных покрытий, полировка кузова легковых автомобилей.
Характерными работами при их текущем ремонте являются: правка и сварка поврежденных деталей, шпатлевка, грунтовка, покраска и сушка.
При ТО используют различные виды ключей для откручивания и закручивания гаек. Могут использоваться электогайковерты и динамометрические ключи.
При допуске к работе рабочие должны пройти соответствующие виды инструктажей. Все инструменты, имеющие электропривод, должны быть заземлены. Разливы масел и топлив не допускаются. Не допускается мытье деталей, рук бензином или керосином.
Для поддержания внешнего вида необходим постоянный уход за лакокрасочным покрытием. При разрушении лакокрасочного покрытия производится вначале зачистка наждачной бумагой поврежденной поверхности вручную или с помощью технических средств. Удаление лакокрасочного покрытия может производиться и химическим путем, для чего используются специальные смывки. Затем зачищенное место тщательно промывают водой, продувают сжатым воздухом, обезжиривают растворителем и наносят травильно-защитный слой, который содержит ортофосфорную кислоту, цинковые белила, натрий и т. д. Защитный слой, состоящий в основном из цинка, образует защитную пленку толщиной до 3 мкм. После нанесения защитного слоя обязательно следует тщательно промыть поверхность, теплой водой удалив остатки ортофосфорной кислоты. Затем на обработанную поверхность соответственно наносятся шпатлевка слоем не более 2 мм, после сушки и обработки пульвелизатором грунтовка слоем 10…50 мкм. Производится сушка пр температуре 70…80 0С в течении часа ( в покрасочной камере), при температуре 18…24 0С в течении 24 часов. После сушки производится обработка поверхности водостойкой шкуркой типа КЗ-4 с применением теплой воды и, после сушки и подогрева поверхности до температуры 40…50 0С, наносят первый выявительный слой краски. Выявительный слой краски позволяет выявить некачественно обработанную поверхность, которая затем снова обрабатывается. Поверхность тщательно промывается и высушивается в покрасочной камере.
Подготовленная поверхность окрашивается слоями нанесенными перпендикулярно друг другу краской подогретой до температуры 40-60 С0 . Производится сушка. Время сушки и температурный режим указываются в инструкции наклеенной на емкость, в которой находится краска. Для синтетических эмалевых красок рекомендуется наносить 2…3 слоя, доведя толщину слоя до 40…60 мкм, для нитрокрасок толщину слоя можно увеличить на 10 мкм.
В большинстве случаев легковой автомобиль приходит в негодность из-за разрушения коррозией кузова, в то время как другие агрегаты еще работоспособны. Поэтому в процессе эксплуатации оголенные места кузова и днище подвергают специальной обработке. Для обработки используют поливинилхлоридные пластизоли (срок действия от 3 до 7 лет). Антикоры на битумной (АнТИКОР-2) и сланцевой (МСА-3) основе. Мовиль, Резистин и т.д. Обработка поврежденной поверхности кузова производится как и при покраске. После тщательной обработки наносится грунтовка типа ГФ-021, а щели заливаются Мовилем. Грунтовка высушивается и наносится пульвелизатором подслой состава «Автогрунтовка цинконаполненная» одним слоем с целью замедления коррозии металла за счет оцинкования голой поверхности кузова. Наносится с помощью кисти или специальной установки первый антикоррозионный слой толщиной 0,2…0,4 мкм. Сушится при температуре 24 0С 54 часа. Наносится второй слой такой же толщины, который сушится уже 5 часов при той же температуре. Наносится такой же третий слой, который сушится в течение 48 часов. Режим нанесения и сушки для многих мастик указан в инструкции наклеенной на емкости, где содержится мастика. Противокоррозионная обработка закрытых полостей кузова производится по схемам, разработанным заводами изготовителями. Две схемы указаны на рис.2.43.
а – вид спереди; б – сзади
Рисунок 2.43 – Схемы обработки скрытых полостей кузова
На практике могут использоваться для обработки кузовов различные варианты составов антикоррозионных мастик и суспензий.
Дата добавления: 2015-04-07; просмотров: 15887;