Выбор метода обработки плоских поверхностей
Основными методами обработки плоских поверхностей являются: строгание, долбление, фрезерование, шлифование и протягивание.
Строгание и долбление – наиболее распространённые методы в серийном и индивидуальном производствах. однако эти методы – малопроизводите-льны из-за малого количества одновременно участвующего в работе инструмента и больших потерь времени на обратные холостые хода.
Скорости резания при указанных методах обработки небольшие, так как их увеличение при больших скоростях возвратно-поступательного движения приводит к увеличению сил инерции от движения больших масс движущихся узлов станков. Так, например, при строгании чугунных заготовок рекомендуемые скорости резания при черновой обработке составляют 15…20 м/мин, для чистовой – 4…12 м/мин, с глубиной резания 0,5…0,8 и 0,08 мм. Шероховатость поверхности при тонком строгании -  мкм.
мкм.
При строгании и долблении резцы устанавливаются по шаблонам, по разметке или по пробной строжке. Заготовки могут устанавливаться непосредственно на стол станка с последующим закреплением их штатными зажимами.
При установке и закреплении заготовок необходимо, по возможности, устранить их деформации, для чего после черновой обработки необходимо отпустить все крепления и зажимы и произвести новое закрепление заготовки.
Обработку строганием и долблением производят резцами, сходными по форме с токарными. Обнако, в отличие от токарной, обработку строганием выполняют прерывисто со снятием стружки при возвратно-поступательном движении заготовки или резца. Характерные работы на строгальных и долбёжных резцах представлены на рис. 13.1.
Универсальные строгальные станки подразделяются на продольно- и поперечно-строгальные. Продольно-строгальные подразделяются на одностоечные, двухстоечные и портальные.
Длина столов продольно-строгальных столов достигает 15 м.
У поперечно- и продольно-строгальных станков резцедержатель с резцом может поворачиваться в вертикальной плоскости при обратном ходе стола или каретки. Для установки резца по высоте суппорт с резцедержателем может пе-ремещаться в вертикальном направлении. Для обработки наклонных поверхностей суппорт может поворачиваться на требуемый угол.
На долбёжных станках резец совершает только возвратно-поступательное движение в вертикальном направлении, а движение подачи осуществляется заготовкой.
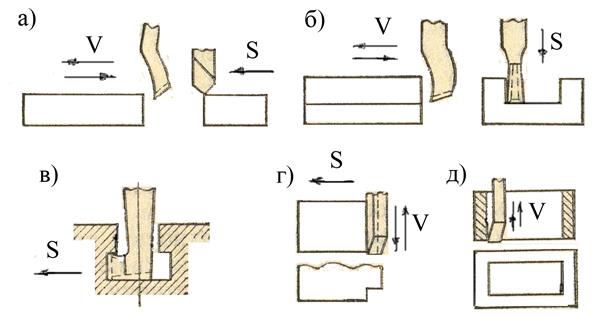
Рис. 13.1. Работы, выполняемые на строгальных и долбёжных станках:
а) строгание плоскости; б) строгание паза; в) строгание
Т-образного паза; г) долбление углового профиля; д) до-
лбление прямоугольного отверстия (  - главное движение
- главное движение
резания;  - движение подачи)
- движение подачи)
Дата добавления: 2015-04-07; просмотров: 2397;