Обозначения на чертежах
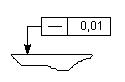
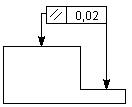
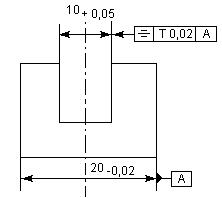
Допуски формы и расположения указываются в прямоугольных рамках; в первой части которой – условный знак, во второй – числовое значения в мм; для допусков расположения, в третьей части указывается база.
Направление стрелки – по нормали к поверхности. Длина замера указывается через знак дроби «/» 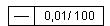 . Если она не указана контроль осуществляется по всей поверхности.
. Если она не указана контроль осуществляется по всей поверхности.
Для допусков расположения, определяющих взаимные расположения поверхностей допускается базовую поверхность не указывать:
Допускается базовую поверхность, ось, указывать без обозначения буквой:

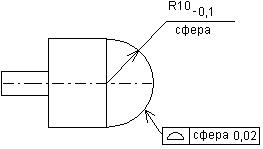
Перед числовым значением допуска следует указывать символ T, Æ, R,сфера,
если поле допуска дано в диаметральном выражении и радиусном, сферой Æ, R применятся для  ;
;  (оси отверстия);
(оси отверстия);  .
.
Если знак не указан – допуск задан в диаметральном выражении.
Для допуска симметричности используют знаки T (вместо Æ ) или  (вместо R ).
(вместо R ).
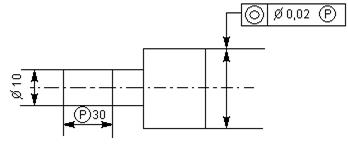
Зависимый допуск, указывается знаком  .
.
После значения допуска может быть указан символ  , а на детали этим символом обозначают участок, относительно которого определяется отклонение.
, а на детали этим символом обозначают участок, относительно которого определяется отклонение.
Нормирование допусков формы и расположения из худших условий сборки.
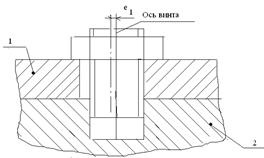
Пример 1.
Рассмотрим деталь, контактирующую одновременно по нескольким поверхностям - шток.
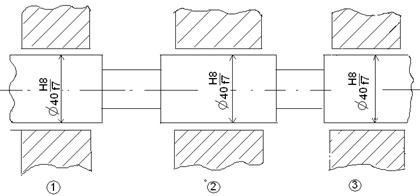
Рис. 1.
В том случае, если между осями всех трех поверхностей будет большая несоосность, сборка изделия будет затруднена. Возьмем худший для сборки вариант - минимальный зазор в соединении 
 .
.
Примем за базовую ось- ось соединения  .
.
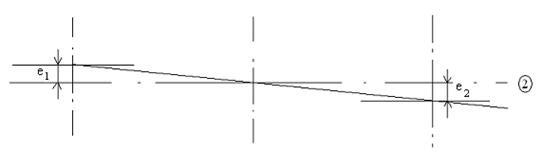
Тогда смещение оси 
 .
.
В диаметральном выражении это 0,025мм.
Если базой является ось центровых отверстий, то исходя из аналогичных соображений.
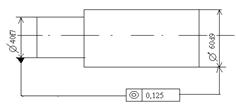
Пример 2.
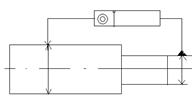
Рассмотрим ступенчатый вал, контактирующий по двум поверхностям, одна из которых рабочая , ко второй предъявляются только требования собираемости .
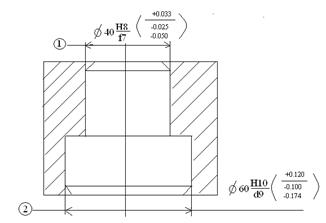
Для худших условий сборки деталей:  и
и  .
.
Предположим, что детали втулка и вал идеально соосны: При наличии зазоров и идеально соосных деталей зазоры распределяются равномерно по обе стороны  и
и  .
.
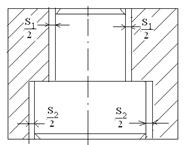
По рисунку видно, что детали соберутся даже, если оси ступеней будут смещены друг относительно друга на величину  .
.
При  и
и 
 , т.е. допустимое смещение осей в радиусном выражении.
, т.е. допустимое смещение осей в радиусном выражении.  = e = 0.625мм, или
= e = 0.625мм, или  = 2е = 0,125мм - в диаметральном выражении.
= 2е = 0,125мм - в диаметральном выражении.
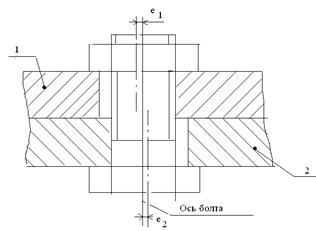
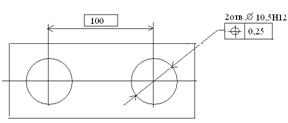
Пример 3.
Рассмотрим болтовое соединение деталей, когда образуются зазоры между каждой из соединяемых деталей и болтом (тип А), при этом зазоры расположены в противоположные стороны. Ось отверстия в 1 детали смещена от оси болта на  влево, а ось детали 2 на
влево, а ось детали 2 на  вправо.
вправо.
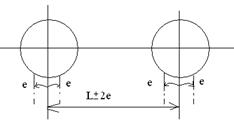
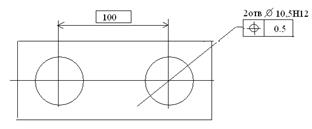
Отверстия под крепёжные детали выполняются с полями допусков Н12 или Н14 по ГОСТ 11284-75. Например, под М10 можно использовать отверстия  (для точных соединений) и
(для точных соединений) и  мм (для неответственных соединений). При
мм (для неответственных соединений). При  линейный зазор
линейный зазор  Смещение осей
Смещение осей  в диаметральном выражении величина позиционного допуска
в диаметральном выражении величина позиционного допуска  = 0,5мм, т.е. равна
= 0,5мм, т.е. равна  т.к.
т.к.  =
=  .
.
Пример 4.
Рассмотрим винтовое соединение деталей, когда зазор образуется только между одной из деталей и винтом: (тип Б)

В практике вводят коэффициенты запаса точности: к
 =
= 
 , где к = 0,8…1, если сборка осуществляется без регулировки положения деталей;
, где к = 0,8…1, если сборка осуществляется без регулировки положения деталей;
к = 0,6…0,8 (для шпилек к=0,4)- при регулировке.
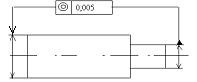
Пример 5.
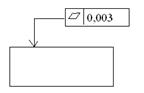
Контактируют две плоские прецизионные торцевые поверхности, S=0.005мм. Требуется пронормировать допуск плоскостности. При наличии торцевых зазоров вследствие неплоскостности (наклоны деталей выбраны с помощью пружин) возникают утечки рабочей жидкости или газа, что снижает объемный КПД машин.
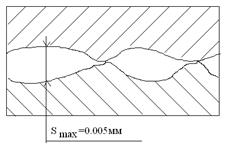
Величину отклонения для каждой из деталей определяем как половину 
 =
=  . Можно округлить до целых величин =0,003мм, т.к. вероятность худших сочетаний довольно незначительна.
. Можно округлить до целых величин =0,003мм, т.к. вероятность худших сочетаний довольно незначительна.
Нормирование допусков расположения из расчета размерных цепей.
Пример 6.
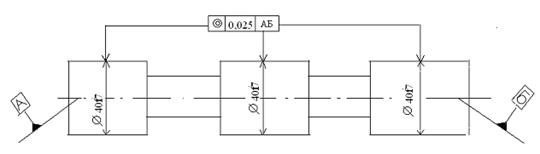
Требуется пронормировать допуск соосности установочной оси 1 технологического приспособления, для которого задан допуск всего приспособления  = 0,01.
= 0,01.
Примечание: допуск всего приспособления не должен превышать 0,3…0,5 допуска изделия.
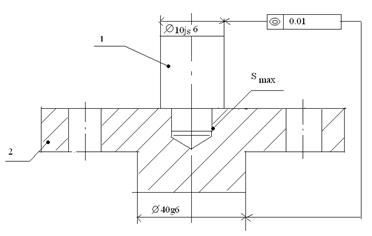
Рассмотрим факторы, влияющие на соосность всего приспособления в целом:
- несоосность поверхностей детали 1;
- максимальный зазор в соединении деталей 1 и 2;
- несоосность отверстия во 2 детали и базовой (крепление в станок) поверхностью  .
.
Т.к. цепь размеров малозвенная (3 звена) используется для расчёта метод полной взаимозаменяемости; по которому допуск замыкающего звена равняется сумме допусков составляющих звеньев.
Допуск соосности всего приспособления  равняется
равняется 
Для исключения влияния при соединении 1 и 2 деталей следует взять переходную посадку или с натягом.
Если принять  , то
, то 
Величина  достигается на операции тонкой шлифовки. Если приспособление имеет небольшие габариты, то можно обеспечить обработкой в сборе.
достигается на операции тонкой шлифовки. Если приспособление имеет небольшие габариты, то можно обеспечить обработкой в сборе.
Дата добавления: 2015-04-01; просмотров: 15065;