Допуск пересечения осей.
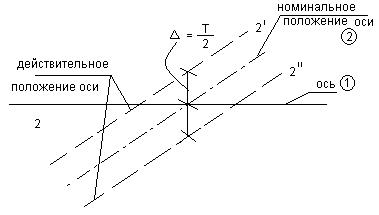
Допуск пересечения осей – наибольшее допускаемое расстояние между рассматриваемой и базовой осями. Он определяется для осей, которые при номинальном расположении должны пересекаться. Допуск задается в диаметральном или радиусном выражении (рис. 22а).
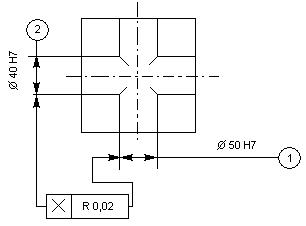
Рис 22. а)
Допуск пересечения осей отверстий Æ40H7 и Æ50H7 в радиусном выражении 0,02мм (20мкм).
б)
 в)
в)
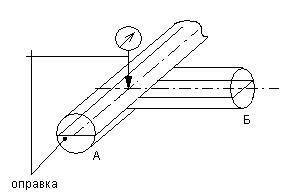
Рис 22. б, в Схема замера отклонения пересечения осей
Оправка помещается в 1 отверстие, замеряется R1 - высота (радиус) над осью  .
.
Оправка помещается в 2 отверстие, замеряется R2.
Результат замера DR = R1 - R2 получается в радиусном выражении, если радиусы отверстий отличаются, для замера отклонения расположения нужно вычесть действительные значения размеров  и
и  (или учесть размеры оправок. Оправка пригоняется по отверстию, контактируют по посадке
(или учесть размеры оправок. Оправка пригоняется по отверстию, контактируют по посадке  )
)
DR = R1 - R2 – ( - ) – отклонение получается в радиусном выражении
Допуск пересечения осей назначается на детали, где несоблюдение этого требования приводит к нарушению эксплуатационных характеристик, например: корпус конического редуктора.
Допуск перпендикулярности

Допуск перпендикулярности поверхности относительно базовой поверхности.
Допуск перпендикулярности боковой поверхности 0,02мм относительно базовой плоскости А. Отклонение перпендикулярности – это отклонение угла между плоскостями от прямого угла (90°), выраженное в линейных единицах D на длине нормируемого участка L.
Рис 23. Схема замера отклонения перпендикулярности
Замер можно проводить несколькими индикаторами выставленными на «0» по эталону.
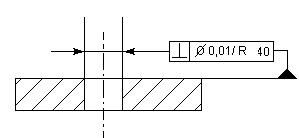
Допуск перпендикулярности оси отверстия относительно поверхности в диаметральном выражении 0,01 мм на радиусе замера R = 40 мм.
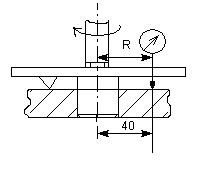
Рис 24. Схема замера отклонения перпендикулярности оси
Допуск перпендикулярности назначается на поверхности, определяющей функционирование изделия. Например: для обеспечения равномерного зазора или плотного прилегания по торцам изделия, перпендикулярности осей и плоскости технологических приспособлений, перпендикулярности направляющих и т.д.
Дата добавления: 2015-04-01; просмотров: 9073;