Опиливание
Опиливанием -называют метод обработки заготовок напильником для получения необходимой формы, размера, шероховатости поверхности.
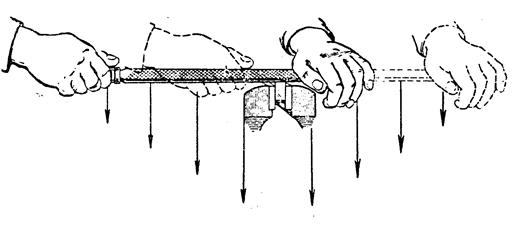
Рис. 1.5. Давление на напильник при опиливании
Опиливаниеметалла производится напильником, в тисках и основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника).
Напильники(ГОСТ 1465-93) представляют собой многолезвийный режущий инструмент, у которого зубья расположены на поверхности стальных закаленных брусков, имеющих различный профиль поперечного сечения и длину. Напильники подразделяются по форме поперечного сечения на плоские, квадратные, трехгранные, ножовочные, ромбические, полукруглые и круглые. По числу насечек на единицу длины - на драчевые, имеющие от 4 до 12 насечек, личные - 13 - 24 насечки и бархатные, имеющие 30-80 насечек на 10 мм длины напильника .
Длина напильников от 100 до 450 мм (через 50 мм).
Драчевые напильники применятся для снятия с детали слоя металла до 0,7- 1 мм, личные напильники - используют после драчевых.
Механизация операции опиливания достигается применением опиловочных станков, шлифмашинок, специальных приспособлений.
Напильники изготавливаются из сталей марок У12, У12А, У13, У13А, 14ХФ и 13Х, а также из стали быстрорежущей.
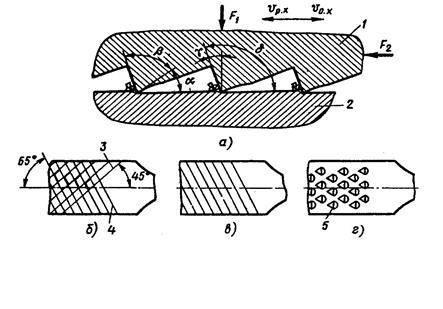
Рис. 1.6. Режущие элементы различных типов напильников:
а – процесс опиливания, б, в, г – двойная, одинарная, точечная (рашпильная) насечки соответственно; 1 – напильник, 2 – заготовка, 3 – вспомогательная насечка,
4 – основная насечка, 5 – режущая кромка; γ – передний угол, α – задний угол,
β – угол заострения, δ – угол резанья
Дата добавления: 2015-04-03; просмотров: 1598;