Электроискровая и электроимпульсная обработка металла.
К электротехнологии относятся электрические способы обработки металлов, получившие большое развитие за последнее десятилетие.
Электрическими способами обработки называются такие виды обработки, при осуществлении которых съем металла или изменение структуры и качества поверхностного слоя детали являются следствием термического, химического или комбинированного действия электрического тока, подводимого непосредственно (гальваническая связь) к детали и инструменту. При этом преобразование электрической энергии в другие виды энергии происходит в зоне обработки, образованной взаимодействующими поверхностями инструмента и обрабатываемой детали. Электрическая обработка включает в себя электроэрозионные, электрохимические, комбинированные электроэрозионно-химические и электромеханические способы обработки.
При электроэрозионных способах обработки съем металла и изменение свойств поверхности детали являются результатом термического действия электрического тока.
В свою очередь, электроэрозионные способы обработки металлов по назначению различаются на способы, при помощи которых осуществляется:
а) электроэрозионная размерная обработка металлов (съем металла и придание заготовке заданной формы и размера);
б) электроэрозионное упрочнение или покрытие (изменение свойств поверхностного слоя).
В настоящее время известны и применяются следующие основные способы электроэрозионной обработки: электроискровой, электроимпульсный и электроконтактный. Практически к этой же группе следует отнести и анодно-механический способ, так как электрохимический съем металла (анодное растворение) применяется лишь на доводочных режимах и притом не во всех случаях использования этого метода.
Электроэрозионные способы не исключают механическую обработку, а дополняют ее, занимая свое определенное место, соответствующее их особенностям, а именно: возможности обработки токопроводящих материалов с любыми физико-механическими свойствами и отображения формы инструмента в изделии. Следовательно, использование электроэрозионных способов обработки будет развиваться с повышением твердости и вязкости обрабатываемых материалов, с усложнением формы детали и обрабатываемых поверхностей (полости сложной конфигурации, отверстия с криволинейной осью, отверстия весьма малого диаметра, тонкие и глубокие щели простой и сложной формы и т. п.), наконец, с улучшением технико-экономических показателей электроэрозионных способов обработки - повышением производительности, чистоты поверхности, точности, стойкости инструмента и снижением энергоемкости процесса.
Особо перспективным является использование электрических способов для обработки деталей из твердых сплавов, жаропрочных сталей и специальных трудно обрабатываемых сплавов, получающих все большее применение в связи с повышением давлений, температур и скоростей в машинах и аппаратах.
Электроимпульсный способ обработки при осуществлении прошивочно-копировальных работ позволил по сравнению с электроискровым способом повысить скорость съема металла на жестких режимах в 5-10 раз при наличии возможности ее дальнейшего увеличения, снизить износ инструмента в 5-20 раз и энергоемкость в 2-3 раза.
Приводимые в данной работе сведения характеризуют в целом современное состояние техники, технологии и производственного использования электроэрозионной обработки металлов. Наибольшее внимание уделяется при этом электроимпульсному способу обработки, обладающему лучшими технико-экономическими показателями и более широкой областью применения, чем электроискровой. Из различных применений электроимпульсной обработки излагаются, в основном, более исследованные прошивочно-копировальные работы, представляющие наибольшую трудность для осуществления и более универсальные по технологическим возможностям.
Электрическая обработка металлов и ее разновидность - электроэрозионная обработка - представляют самостоятельную отрасль электротехнологии, находящуюся на начальной ступени развития.
Для обеспечения качественной размерной обработки металлов за счет использования теплового действия электрического тока необходимо соблюдение следующих трех основных условий:
Энергия электрического тока должна подводиться к обрабатываемому участку в виде импульса достаточно малой продолжительности (локализация элементарного съема металла во времени).
При непрерывном подводе энергии теряется точность обработки, появляется дефектный оплавленный подслой, ухудшается чистота поверхности и теряется одно из основных технологических качеств электрических способов обработки - свойство отображения (копирования) формы инструмента в детали. Примером обработки при непрерывном подводе энергии может служить разрезка или выжигание отверстий электрической дугой; в этом случае точность и чистота поверхности в месте реза неприемлема для размерной обработки.
Участок детали, к которому подводится импульс энергии, должен быть достаточно мал (локализация элементарного съема металла в пространстве).
Для того, чтобы произвести при подводе импульса энергии к большому участку съем металла, необходимо соответственно увеличить энергию импульса, что приведет к увеличению элементарного съема. Чем больше элементарный съем металла, тем хуже, естественно, чистота поверхности и ниже точность обработки.
Если сохранить при увеличенном элементарном участке импульс энергии неизменным, то съем металла может вообще не произойти, так как подведенной энергии будет недостаточно для расплавления элементарного съема.
Импульсы энергии должны подводиться к элементарным участкам объема металла, подлежащего удалению, непрерывно и с достаточной частотой (локализация процесса обработки во времени). Это условие обеспечивает непрерывность процесса и получение требуемой производительности.
Указанным трем условиям удовлетворяют в разной степени электрические способы обработки, основанные на тепловом действии электрического тока.
Электрическую обработку металлов можно разделить на три группы.
К первой группе, основанной на чисто контактном подводе энергии, относится электромеханическая обработка.
Так как чисто контактный подвод энергии не удовлетворяет трем условиям размерной обработки, вследствие чего съем металла не достигается, при электромеханическом способе съем металла осуществляется резцом, режущая кромка которого является в то же время контактирующей поверхностью.
К резцу и обрабатываемой детали подводится переменный ток, производящий в месте контакта нагрев детали. Электрический контактный нагрев служит лишь целям уменьшения усилий резания и может быть заменен другими источниками тепла - дугой, пламенем ацетиленовой горелки, высокочастотным нагревом и т. п.
Как показывает расчет и опыт, с энергетической точки зрения введение электрического тока через резец в общем случае является нецелесообразным и не дает повышения производительности и увеличения стойкости инструмента. Последнее объясняется тем, что ввиду малых падений напряжения в месте контакта, для создания сколько-нибудь существенного нагрева необходимо вводить весьма большие токи; при этом резец оказывается, с точки зрения отвода тепла, в значительно более тяжелых условиях, чем обрабатываемая деталь. Поэтому происходит разогрев режущей кромки и снижение стойкости резца.
При малых же токах нагрев изделия настолько ничтожен, что практически не оказывает влияния на величину усилия механического резания.
Вторая группа включает способы обработки, применяющие подвод энергии через канал разряда. К этой группе относится электроискровой и электроимпульсный способы и промежуточные разновидности, например, такие, как обработка апериодическими импульсами на релаксационном генераторе, включающая в себя элементы обоих способов.
Третья группа, объединяющая диодно-механический и электроконтактный способы со всеми разновидностями, основана на применении комбинированного контактно-дугового подвода энергии.
Области применения размерной электроэрозионной обработки.
Рассмотрим основные технологические характеристики и области преимущественного применения разновидностей электроэрозионной обработки металлов.
Электроискровой способ. Скорость съема металла на максимальных режимах при обработке стали составляет в среднем 600 мм3/мин и близка к предельно возможной для этого способа обработки металлов. Удельный расход энергии на жестких режимах составляет 20-50 кВтч/кг диспергированного металла. Износ инструмента по отношению к объему снятого металла достигает 25-120 и более процентов. Чистота поверхности на мягких режимах достигает 4-го класса при скорости съема 10-15 мм3/мин. Дальнейшее повышение чистоты поверхности сопровождается резким уменьшением скорости съема. Так, при получении 5-го класса чистоты поверхности, производительность электроискрового способа обработки меньше 5 мм3/мин. Удельный расход энергии на мягких режимах в десятки и сотни раз выше, чем на жестких.
При обработке твердого сплава производительность процесса на мягких режимах, примерно, в два-три раза меньше, чем при обработке стали, однако при этом получается несколько лучшая чистота поверхности. Применение более жестких режимов при обработке твердых сплавов лимитируется образованием на них трещин.
Электроискровой способ преимущественно применяется в настоящее время для прошивочных работ, изготовления полостей сложной конфигурации и т. п. операций, а также для шлифования тел вращения.
Электроимпульсный способ. Ряд характеристик этого способа изложен выше. Электроимпульсная обработка имеет значительные преимущества по сравнению с электроискровой. Улучшение технологических характеристик нового способа обработки обусловлено применением специальных независимых генераторов импульсов. Сообщаемые ниже технологические характеристики способа отражают итоги первых работ и далеко не полностью характеризуют возможности электроимпульсного способа.
Производительность на жестких режимах электроимпульсного прошивочно-копировального станка КБ МСиИП с ламповым генератором импульсов превышает 5000 мм3/ мин при получении чистоты поверхности вне класса. Указанная производительность может быть повышена на соответствующей площади до нескольких десятков кубических сантиметров в минуту при увеличении импульсной мощности. Энергоемкость на жестких режимах составляет 8-12 кВтч/кг диспергированного металла, относительный износ инструмента достигает 0,2 - 20%. Чистота поверхности, получаемая на указанном станке на мягких режимах, соответствует 4-му классу при производительности: по стали 6-8 мм3/мин, по твердому сплаву, примерно, в 2-3 раза меньше. Дальнейшее снижение режима обработки для получения большей чистоты поверхности приводит к еще большему падению производительности и увеличивает энергоемкость. Приведенные технологические характеристики мягких режимов в настоящее время значительно улучшены путем применения новых моделей машинных генераторов импульсов, разработанных Харьковским политехническим институтом имени Ленина, ЭНИМС и КБ МСиИП, но все же проблему резкого повышения производительности процесса обработки на мягких режимах нельзя считать еще решенной, хотя принципиальные пути решения этой задачи намечены.
Область преимущественного применения электроимпульсного способа та же, что и электроискрового, но, учитывая более высокие технико-экономические показатели, возможно более широкое его применение.
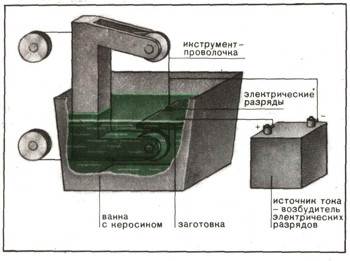 Схема работы электроэрозионного станка для контурного вырезания отверстий сложных профилей. Нужную работу здесь производит электрический разряд, возникающий между инструментом - латунной проволокой и деталью. При электроэрозионной обработке заготовку детали и инструмент из тугоплавкого или хорошо проводящего тепло материала присоединяют к источнику электрического тока. Чтобы действие разрядов тока было кратковременным, их периодически прерывают либо отключением напряжения, либо быстрым перемещением инструмента относительно поверхности обрабатываемой заготовки. Необходимое охлаждение выплавляемого и испаряемого металла, а также его удаление из рабочей зоны достигаются погружением обрабатываемой заготовки в токонепроводящую жидкость - обычно машинное масло, керосин. Отсутствие токопроводимости у жидкости способствует тому, что разряд действует между инструментом и обрабатываемой заготовкой при очень малых расстояниях (10-150 мкм), т. е. только в том месте, к которому подведен инструмент и которое мы хотим подвергнуть действию тока.
Схема работы электроэрозионного станка для контурного вырезания отверстий сложных профилей. Нужную работу здесь производит электрический разряд, возникающий между инструментом - латунной проволокой и деталью. При электроэрозионной обработке заготовку детали и инструмент из тугоплавкого или хорошо проводящего тепло материала присоединяют к источнику электрического тока. Чтобы действие разрядов тока было кратковременным, их периодически прерывают либо отключением напряжения, либо быстрым перемещением инструмента относительно поверхности обрабатываемой заготовки. Необходимое охлаждение выплавляемого и испаряемого металла, а также его удаление из рабочей зоны достигаются погружением обрабатываемой заготовки в токонепроводящую жидкость - обычно машинное масло, керосин. Отсутствие токопроводимости у жидкости способствует тому, что разряд действует между инструментом и обрабатываемой заготовкой при очень малых расстояниях (10-150 мкм), т. е. только в том месте, к которому подведен инструмент и которое мы хотим подвергнуть действию тока.
Электроэрозионный станок обычно имеет устройства для перемещения инструмента в нужном направлении и источник электрического питания, возбуждающий разряды. В станке, имеется также система автоматического слежения за размером промежутка между обрабатываемой заготовкой и инструментом; она сближает инструмент с заготовкой, если этот промежуток чрезмерно велик, или отводит его от заготовки, если он слишком мал.
Как правило, электроэрозионный способ применяют в тех случаях, когда обработка на металлорежущих станках затруднена или невозможна. из-за твердости материала или когда сложная форма обрабатываемой детали не позволяет создать достаточно прочный режущий инструмент.
В качестве инструмента может использоваться не только проволочка, но и стержень, диск и др. Так, используя инструмент в виде стержня сложной объемной формы, получают как бы оттиск его в обрабатываемой заготовке. Вращающимся диском прожигают узкие щели и режут прочные металлы.
Дата добавления: 2015-04-25; просмотров: 2613;