Электрохимическая обработка
Электрохимическая обработка основана на явлении локального анодного растворения металла при электролизе. На аноде происходят следующие химические реакции:
Ме – ne  Me
Me  и Me + nOH Me(OH)n
и Me + nOH Me(OH)n  .
.
Различают:
· размерную (анодно-гидравлическую) обработку в проточном электролите (принципиальная схема на рис.8);
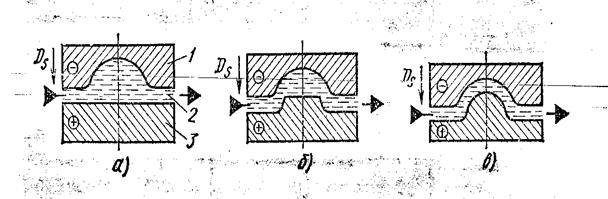
Рис.8. Принципиальная схема анодно-гидравлической обработки методом копирования
· электрополирование;
· анодно-механическую чистовую обработку.
Достоинства электрохимической обработки: на технологический процесс не влияют физико-механические свойства обрабатываемого материала (анода), нет износа инструмента; на обработанной поверхности нет наклепа, механических напряжений, заусенец. Удельный съем металла 50-200 мм  /Ач при анодном выходе по току 40-100%; R
/Ач при анодном выходе по току 40-100%; R  =6,3-0,025 мкм.
=6,3-0,025 мкм.
Недостатки: высокая энергоемкость; относительно низкая точность (9-11 квалитет); работа с агрессивными средами.
Размерная электрохимическая обработкапроводится при высокой плотности тока (20-250 А/см  и малых межэлектродных зазорах (0,02-0,5 мм) при скорости электролита до 60 м/с. Различают:
и малых межэлектродных зазорах (0,02-0,5 мм) при скорости электролита до 60 м/с. Различают:
1. Обработку с неподвижными электродами (отверстия в листовых материалах, удаление заусенец и острых кромок, маркировка). Форма углубления или отверстия определяется диэлектрической маской.
2. Прошивание углублений, полостей отверстий поступательно перемещающихся электрод-инструментом при постоянстве межэлектродного зазора. К этой схеме относят и получение отверстий струйным методом.
3. Точение наружных и внутренних поверхностей (см. рис.9). Электрод-инструмент выполняет роль резца, хотя и не имеет с ней механического контакта, так как находится на постоянном от нее расстоянии. Деталь вращается, а электрод-инструмент может перемещаться как вдоль, так и в поперек нее.
4. Протягивание предварительно обработанных поверхностей электрод-инструментом, который устанавливается относительно заготовки с помощью диэлектрических прокладок (см. рис.9). Осуществляется при продольном (иногда и вращательном) движении инструмента для чистовой обработки цилиндрических отверстий, нарезания резьб, винтовых канавок и др.
5. Разрезание заготовок вращающимся диском или проволокой, которые подают к заготовке так, чтобы сохранялся постоянный зазор (рис. ).
6. При шлифовании используют вращающийся металлический инструмент цилиндрической формы, которая поступательно движется вдоль заготовки. Используется в качестве окончательной отделочной операции, когда недопустимы механические усилия на деталь.
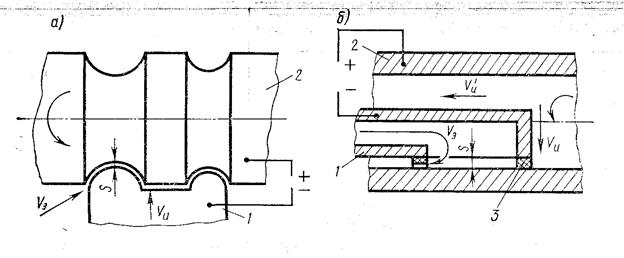
Рис.9. Технологические схемы ЭХ точения (а) и растачивания (б)
Размерная электрохимическая обработка может производиться непрофилированным, частично профилированным и профилированным электрод-инструментом. Последний метод наиболее распространен. Обработка в этом случае осуществляется вследствие копирования сложной формы инструмента при его поступательном перемещении. Точность копирования определяется межэлектродным зазором, напряжением, скорость. И температурой электролита, его составом и другими факторами. Для повышения точности от 0,1-0,5 до 0,02-0,1 мм используют вибрацию электрод-инструмента, импульсные режимы, стабилизацию параметров технологического процесса.
В качестве электролитов используются водные растворы солей NaCl, NaNO  , кислот и щелочей, которые очищаются в ходе электрохимической обработки от продуктов электрохимических реакций. Для стабилизации РН используются буферные добавки.
, кислот и щелочей, которые очищаются в ходе электрохимической обработки от продуктов электрохимических реакций. Для стабилизации РН используются буферные добавки.
Электрод-инструмент изготавливается из сплавов с высокой проводимостью и стойкостью против коррозии (меди, латуни, бронзы, стали и сплавы титана, графит) механической обработкой, литьем, гальванопластикой, штамповкой. Шероховатость поверхности рабочей части инструмента должна быть не ниже R 1,6 мкм.
Станки для размерной электрохимической обработки делятся на: копировально-прошивочные; контурной вырезки электродом-проволкой; удаления заусенцев; заточные; шлифовальные; контурно-доводочные и др. Они имеют: механическую часть, систему циркуляции электролита, источник тока, систему контроля и управления технологическим процессом, систему очистки электролита и др.
Электрополирование производится в неподвижном электролите за счет ускоренного анодного растворения микровыступов на поверхности заготовки. Качество обработки зависит от состояния исходной поверхности (для R 0,16 мкм исходная заготовка должна быть с R 2,5 мкм), состава электролита, режимов и времени электролиза. Так, стали полируют в кислотном электролите при напряжении 10-40 В, плотности тока (1-3)  А/м , температуре 60-80
А/м , температуре 60-80  , время 0,5-5 мин.
, время 0,5-5 мин.
Анодно-механическая чистовая обработка относится к комбинированным методам, может быть электроабразивной и электроалмазной. Они обеспечивают точность 6-9 квалитета, шероховатость R =1,25-0,32 мкм. Элетроалмазная обработка сталей производится при следующих режимах: U=6-10 В; плотность тока - 2 А/м , скорость вращения круга 20-25 м/с, давление на деталь 0,4-0,5 МПа.
Дата добавления: 2015-04-25; просмотров: 1525;