Прессование. Это выдавливание заготовки пуансоном через отверстие в матрице, соответствующее сечению выдавливаемого профиля (рис.3)
Это выдавливание заготовки пуансоном через отверстие в матрице, соответствующее сечению выдавливаемого профиля (рис.3). Исходной заготовкой является слиток или прокат.
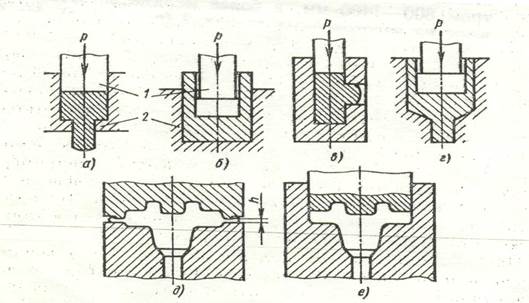
Рис.3. Схемы прямого (а), обратного (б), бокового (в) и
комбинированного (г) выдавливания; объемной штамповки
в открытых (д) и закрытых (е) штампах
Этим методом получают прутки диаметром 3-250 мм; трубы диаметром 20-400 мм со стенками от 1,5 до 12 мм и другие сплошные полые профили с постоянным и переменным сечением. Точность выше, чем при прокатке.
Ковка
Это деформирование нагретой заготовки рабочей поверхностями универсального инструмента (бойка) при свободном течении металла в стороны (рис.4). Исходные заготовки: слитки, блюмы, сортовой прокат.
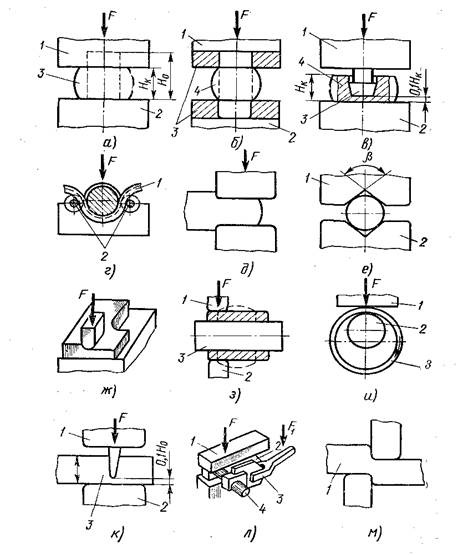
Рис.4. Схемы основных операций свободной ковки: а – осадка; б – высадка;
в – прошивка; г – гибка; д,е,з – протяжка; ж – разгонка; и – раскатка; к – рубка; л – скручивание
Получают разнообразные по форме и размерам поковки массой до 300 т., которые являются заготовками для обработки резанием (Рис.4).
Дата добавления: 2015-04-25; просмотров: 1335;