НАЗНАЧЕНИЕ И ТИПЫ МЕТЧИКОВ
Метчики – режущие инструменты для нарезания резьбы в отверстиях. Основные типы метчиков следующие:
- ручные метчики служат для нарезания резьбы вручную;
- гаечные метчики – для нарезания резьбы в гайках на станках без реверсирования метчика;
- машинные метчики – для нарезания резьбы как в сквозных, так и в глухих отверстиях при работе на станках;
- плашечные метчики – для нарезания резьбы в плашках;
- маточные метчики – для калибрования резьбы в плашках;
- калибровочные метчики – для калибрования и зачистки резьбы;
- регулируемые метчики (изменяется диаметр в пределах, необходимых для компенсации износа);
- самооткрывающиеся метчики (вынимаются из отверстия без вывинчивания после нарезания резьбы);
- специальные метчики (имеют особую конструкцию).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ МЕТЧИКОВ
Метчик состоит из рабочей l1 и хвостовой l4 частей (рис.1). Рабочая часть состоит из режущей l2 (выполняет работу резания) и калибрующей l3 частей. Калибрующая часть служит для зачистки нарезаемой резьбы и направления метчика.
Конструктивными элементами метчика являются режущая и калибрующая части, профиль и направление канавок, углы резания, утонение калибрующей части, элементы резьбы.
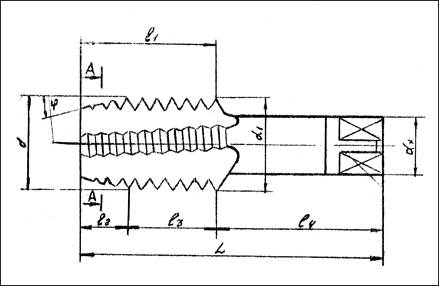

Рис.1. Конструктивные и режущие элементы метчиков
Передний угол γ выбирается в зависимости от обрабатываемого материала в пределах 0…300.
Задний угол γ на режущей части метчика получается путем затылования наружного диаметра обычно по Архимедовой спирали. Различают величину затылования K, измеряемую по дуге, соответствующей центральному углу 3600/Z, и величину затылования С, измеряемую у конца пера (0,01…0,015 мм).
Значение  , где d – наружный диаметр резьбы метчика; Z – число перьев метчика; α – задний угол (3…100).
, где d – наружный диаметр резьбы метчика; Z – число перьев метчика; α – задний угол (3…100).
На рабочих чертежах метчиков, как правило, проставляется не задний угол α, а величина затылования K или C. Угол резания δ равен сумме углов заострения β и заднего α.
ИЗНОС И ХАРАКТЕР ЗАТУПЛЕНИЯ МЕТЧИКА
Износ метчика происходит, в основном, по задней поверхности 2 в месте перехода конуса в цилиндр и в меньшей степени по передней поверхности 1 (рис.1). Поэтому в качестве критерия притупления метчиков принята величина износа по задней поверхности μ (рис.2).
При износе метчика до величины μ изменяются размеры и ухудшается качество нарезаемой метчиком резьбы.
Общее число переточек по передней поверхности метчика определяется по табл.1.
Таблица 1
Конструктивные элементы и условия затачивания метчиков
| Параметры метчика | Номинальный диаметр метчика α, мм | ||||||||||||
| Шаг резьбы S, мм | 0,40 | 0,50 | 0,70 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,00 | 3,00 | 3,50 | 4,00 |
| Длина калибрующей части, l3, мм | |||||||||||||
| Ширина пера, B, мм | 0,6 | 0,8 | 1,2 | 2,8 | 3,4 | 4,2 | 4,8 | 5,8 | 6,8 | 8,0 | 9,2 | 10,2 | 11,8 |
| Число перьев, Z | |||||||||||||
| Критерий затупления, допустимый износ по задней поверхности μ=0,05α, мм | 0,10 | 0,15 | 0,20 | 0,30 | 0,40 | 0,50 | 0,60 | 0,80 | 1,00 | 1,20 | 1,35 | 1,50 | 1,80 |
| Общая величина допустимого стачивания по длине метчика M=l3-2S, мм | 5,2 | 5,0 | 4,0 | 8,0 | 7,5 | 7,0 | 6,5 | 9,0 | 11,0 | 14,0 | 14,0 | 18,0 | 27,0 |
| Общая величина допустимого стачивания по ширине пера H=B/2, мм | 0,3 | 0,4 | 0,6 | 1,4 | 1,7 | 2,1 | 2,4 | 2,9 | 3,4 | 4,0 | 4,6 | 5,1 | 5,9 |
| Общее число переточек Π=H/ μ |
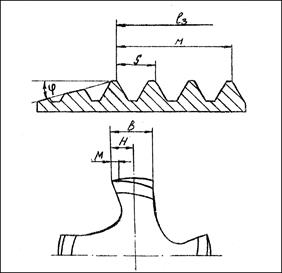
Рис.2. Износ и характер притупления метчика
ЗАТАЧИВАНИЕ МЕТЧИКОВ
Затачивают метчики по передней и затылованной поверхностям на разных станках. В настоящей лабораторной работе для затачивания метчика используется универсально-заточный станок типа 3А64.
Перед затачиванием метчика по передней поверхности необходима наладка и проверка станка на точность. В центрах станка устанавливают эталонную оправку и индикатором проверяют на точность установки в двух взаимно перпендикулярных направлениях – горизонтальном и вертикальном. Затем устанавливают шлифовальный круг тарельчатой формы (1Т) и проверяют его радиальное и торцевое биение. Правка круга производится таким образом, чтобы его профиль обеспечивал плавный переход от прямой части передней поверхности к криволинейной части канавки.
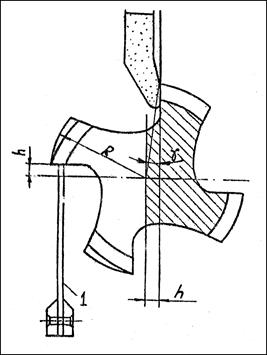
Метчик закрепляют в центрах станка (рис.3) и процесс затачивания осуществляют в следующей последовательности.
1. Рассчитывают величину смещения вершины пера h относительно оси метчика по формуле:  .
.
2. Устанавливают упорку на величину h.
3. Выводят торец шлифовального круга на линию центров.
4. Затачивают метчик по передней поверхности перьев, периодически «подавая» его на круг перемещением стола в поперечном направлении на величину t (0,01…0,02 мм).
Предварительно узнают цену деления лимба поперечного перемещения стола и выбирают люфт в винтовой паре.
При затачивании необходимо следить за тем, чтобы заход круга в хвостовую часть был не слишком велик и одинаков для всех перьев, для чего устанавливаются ограничители хода стола станка.
Для получения равномерного окружного шага перьев метчика пользуются универсальной упоркой 1 (рис.3).
После каждого продольного рабочего хода производят поворот метчика вручную на следующее перо. Затачивают при продольном перемещении стола станка (вручную) со скоростью 2,5…3 м/мин (обычно без охлаждения) при окружной скорости шлифовального круга 20…25 м/с.
При затачивании метчиков из быстрорежущей стали рекомендуется следующая характеристика круга: форма круга – 1Т или 2Т (тарельчатая); размеры – 150х16х32 или 175х20х32; материал абразива – 15А (электрокорунд нормальный); зернистость при черновом затачивании – 50…80; при чистовом затачивании – 25…40; твердость при черновом затачивании – С-СМ1; при чистовом затачивании – С-СМ2; связка – К (керамическая).
Затачивание метчика по затылованной поверхности осуществляется на станке А64 с применением специального приспособления 64-П20, позволяющего установить метчик (поворотом стола относительно шлифовального круга прямого профиля) под углом наклона φ режущей части и относительно оси центров бабок. Требуемое значение заднего угла α достигается в процессе затачивания при продольном перемещении стола покачиванием метчика на величину падения кривой «затылка», определяемый условием: , где d – наружный диаметр метчика, мм; α – задний угол на режущей части метчика (3…100); Z – число перьев метчика.
Режимы затачивания метчика по затылованной поверхности те же, что и при затачивании по передней поверхности. Перья метчика затачиваются по Архимедовой спирали.
Для затачивания метчиков по задней поверхности используют шлифовальные круги плоского прямого профиля. Ширина круга выбирается равной длине режущей части.
Рекомендуется следующая характеристика круга: форма круга – ПП (плоский прямого профиля); размеры – 150х20х32; материал абразива – 25А (электрокорунд белый); зернистость при черновом затачивании – 25…40; при чистовом затачивании – 16…25; твердость при черновом затачивании – С-СМ1; при чистовом затачивании – С1-СМ2; связка – К (керамическая).
КОНТРОЛЬ МЕТЧИКОВ ПОСЛЕ ЗАТАЧИВАНИЯ
После затачивания метчика производится проверка его рабочих размеров и геометрических параметров.
Измеряют конструктивные элементы метчика штангенциркулем (длины рабочей, калибрующей и общей частей), микрометром типа МК или типа РМ (наружный диаметр с четным или нечетным числом зубьев) и резьбомером (шаг резьбы). Угол наклона режущей части метчика контролируется универсальным угломером. Величину угла наклона режущей части можно проверять с помощью инструментального или универсального микроскопа в центрах. При измерении горизонтальную визирную линию окулярной сетки совмещают с образующей режущей части и по угломерному окуляру определяют величину угла режущей части.
Контроль переднего угла метчика (рис.4а) производится следующим образом. Штангенрейсмус устанавливается на расстояние H=Hц-h, где Hц – расстояние от стола до оси центров; h – величина смещения, мм. Затем метчик поворачивают в центрах таким образом, чтобы передняя поверхность режущего пера совпадала с измерительной поверхностью ножки штангенрейсмуса без просвета. Наличие просвета указывает на неточность заточенного метчика.
Контроль переднего угла может быть произведен при помощи прибора типа 2ПРИ, который применяется для метчиков всех типов (за исключением гаечных метчиков с изогнутым хвостиком) с наружным диаметром 10…80 мм. Наибольшая погрешность микрометрического устройства прибора для метчиков диаметром до 30 мм на длине 15 мм±0,02 мм, а на остальной длине ±0,03 мм. Установка прибора в нулевое положение производится по эталону, допуск на передний угол ±10.
Задний угол метчика измеряют при помощи делительной головки или индикатора на магнитной стойке. При этом метчик устанавливается в центрах. На ширине B пера замечают разность показаний индикатора (рис.4,б). Значение заднего угла определяется по формуле:  , где С – разность показаний индикатора; В – ширина пера, на которой взята разность показаний индикатора; α – значение заднего угла.
, где С – разность показаний индикатора; В – ширина пера, на которой взята разность показаний индикатора; α – значение заднего угла.
Аналогичным образом измерение может быть произведено на делительной головке. Контроль биения режущей части метчика производится при помощи индикатора с ценой деления 0,01 мм, укрепленного на магнитной стойке. При контроле биения на режущей части метчика измерительный стержень индикатора с плоским наконечником устанавливают перпендикулярно образующей режущей части. Поворачивая метчик в центрах, определяют максимальное и минимальное отклонения по индикатору, разность которых представляет собой величину биения. Для затылованных метчиков отсчеты отклонений следует производить при положении измерительного наконечника у передней поверхности зуба (допустимое биение в пределах 0,02…0,03 мм).
Качество режущих лезвий после затачивания проверяют внешним осмотром видимых дефектов (зазубрин, выкрашиваний, неровностей, притуплений, прижогов, завалов, мелких трещин и др.).
Более ответственный контроль качества поверхностей и лезвий производится лупой с 10-кратным увеличением или микроскопом, сравнивая результаты наблюдений с эталонами (метчиками или образцами шероховатости поверхности).
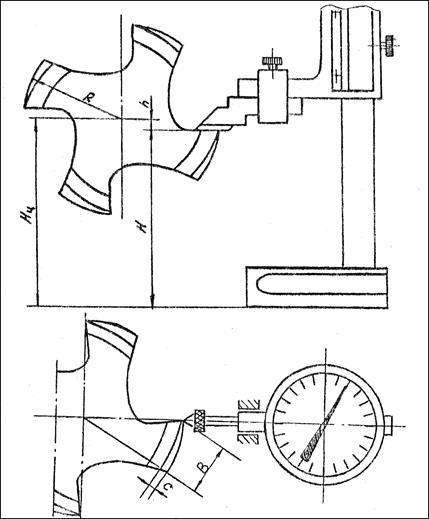
Рис.4. Схема контроля метчика: а – переднего угла; б – заднего угла.
| <== предыдущая лекция | | | следующая лекция ==> |
| НАРУЖНЫХ СТЕНОВЫХ ПАНЕЛЕЙ | | | ТИПЫ РАЗВЕРТОК И ИХ НАЗНАЧЕНИЕ |
Дата добавления: 2015-04-19; просмотров: 5417;