РАБОЧИЕ ИНСТРУМЕНТЫ, СОЕДИНЕНИЯ И ОПОРЫ
Непосредственная передача УЗ колебаний от преобразователя, через концентратор, в обрабатываемые среды осуществляется с помощью рабочих инструментов.
Для многофункционального УЗ аппарата технологического назначения рабочие инструменты могут быть сменными или несменными. Сменный рабочий инструмент выполняется в виде отдельного элемента (узла) колебательной системы и соединяется с торцевой поверхностью цилиндрического участка концентратора посредством резьбового соединения. Существуют и другие виды соединений рабочего инструмента с концентратором (цанговые зажимы, горячая посадка, пайка, электромагнитные зажимы). Однако все они не позволяют передавать УЗ колебания высокой интенсивности (УЗ колебания с амплитудами более 30 мкм) и поэтому в дальнейшем не рассматриваются.
Всякое резьбовое соединение ослабляет сечение цилиндрического участка концентратора и приводит к повышению механических напряжений на участке соединения. Кроме того, всякое резьбовое соединение в колебательной системе приводит к дополнительным потерям акустической энергии.
Поэтому при конструировании и изготовлении рабочих инструментов, соединяемых с концентраторами посредством резьбовых соединений необходимо учитывать следующее:
1. Поскольку в области резьбовых соединений действуют циклические знакопеременные нагрузки, резьбы должны быть высокого качества во избежании усталостных разрушений. В колебательных системах мощностью от 0,1 до 0,5 Вт обычно используются резьбы М8.....М16.
2. Для предотвращения самопроизвольного отвинчивания необходимо использовать мелкие резьбы.
3. Для лучшего прилегания стыкуемых поверхностей их подвергают местной закалке и шлифовке, а также применяют посадки с зазором.
4. Для улучшения акустического контакта допускается использовать при сборке мягкие медные прокладки толщиной 0,1...0,2 мм.
5. При соединении рабочих инструментов с концентраторами следует выбирать осевое усилие затяжки из расчета обеспечения давления на поверхности контакта 0,1...0,25 мПа.
6. Для повышения КПД следует обеспечить хорошую шлифовку поверхностей рабочего инструмента. Это позволяет исключить задерживание молекул воздуха в порах и неровностях поверхности, и тем самым, обеспечить постоянство сопротивления излучения колебательной системы.
Кроме того сами рабочие инструменты должны отвечать следующим требованиям:
1. Диаметр или длина большей стороны рабочего инструмента должна быть меньше четверти длины волны изгибных колебаний в инструменте. При несоблюдении этого требования в рабочих инструментах возникают изгибные колебания и он перестает работать как излучатель поршневого типа.
2. Продольный размер (толщина) рабочего инструмента должен быть меньше четверти длины волны продольных колебаний в инструменте. При несоблюдении этого требования в зоне соединения рабочего инструмента и концентратора возникают очень большие механические напряжения, которые приводят к образованию усталостных трещин и разрушению колебательной системы.
Оба требования легко выполняются при изготовлении рабочих инструментов диаметром 30 мм и менее при продольном размере менее 10...15 мм.
Несмотря на неизбежные потери энергии в резьбовых соединения и необходимость выполнения вышеперечисленных требований УЗ колебательные системы в большинстве случаев выполняются со сменными инструментами. Это обусловлено следующими факторами:
1. В процессе эксплуатации УЗ колебательных систем на поверхности рабочих инструментов развивается интенсивный кавитационный процесс, разрушающий поверхность. За счет этого происходит практически полное разрушение поверхности рабочих инструментов в течение нескольких сотен часов эксплуатации.
2. При эксплуатации многофункциональных УЗ аппаратов в производственных условиях необходимо выполнять различные технологические операции (обрабатывать жидкие и дисперсные среды, обрабатывать твердые материалы, осуществлять сварку и др.). Каждая из технологических операций осуществляется наиболее эффективно при использовании специализированных рабочих инструментов. Наличие резьбового соединения позволяет легко и быстро установить необходимый рабочий инструмент.
Таким образом, при использовании УЗ многофункциональных аппаратов в условиях малых предприятий (аппарат N 3) и производств (аппарат N 4) необходимо использование УЗ колебательных систем со сменными рабочими инструментами и, соответственно, комплектация этих аппаратов различными сменными инструментами.
Для комплектации могут быть использованы следующие типы рабочих инструментов:
1. Универсальный рабочий инструмент N1 грибовидной формы (рис. 3.7.а) предназначен для обработки жидких и дисперсных сред, а также для интенсификации процессов склеивания, пропитки пористых материалов в жидкостях и т.п. Диаметр рабочего инструмента для аппарата N3 составляет 20 мм, а для аппарата N4 диаметр - 30 мм.
2. Рабочий инструмент N2 (рис.3.7.б) имеет фокусирующую рабочую поверхность и обеспечивает повышенную интенсивность УЗ колебаний (20...25 вт/см2) в зоне воздействия на расстоянии нескольких сантиметров от излучающей поверхности.
3. Рабочий инструмент N3 (рис.3.7.в) имеет рабочую поверхность размером 10 х 1 мм и предназначен для полосовой сварки полимерных материалов, выполнения пазов и резки твердых хрупких материалов. Размер рабочей поверхности может выполняться в соответствии с необходимостью решения конкретных задач. Такой рабочий инструмент может быть использован для автоматизированных систем сварки и резки (например, в швейных машинах).
4. Рабочий инструмент N4 (рис.3.7.г) имеет рабочую поверхность в виде сферической поверхности малого диаметра и предназначен для точечной сварки полимерных материалов. В составе механизированных и автоматизированных систем может быть использован для полосовой сварки.
5. Рабочие инструменты N5 (рис.3.7.д и N6 (рис. 3.7.е) для гравировки трудно обрабатываемых материалов (полудрагоценных и поделочных минералов) и прошивки сквозных и глухих отверстий малого диаметра. Инструмент N5 снабжен цанговым зажимом для крепления дополнительного рабочего органа в виде иглы и позволяет выполнять отверстия диаметром от 0,4 до 1 мм. Цанговый зажим обеспечивает быструю смену рабочего органа (иглы), но характеризуется высокими потерями акустической энергии в зажиме. Поэтому, при использовании вместе с цанговым зажимом рабочих органов диаметром более 1 мм происходит перегрев и разрушение зажима. Для выполнения отверстий диаметром до 3 мм используется рабочий инструмент N6 с осевым отверстием, в которое впаивается рабочий орган (игла) необходимого диаметра.
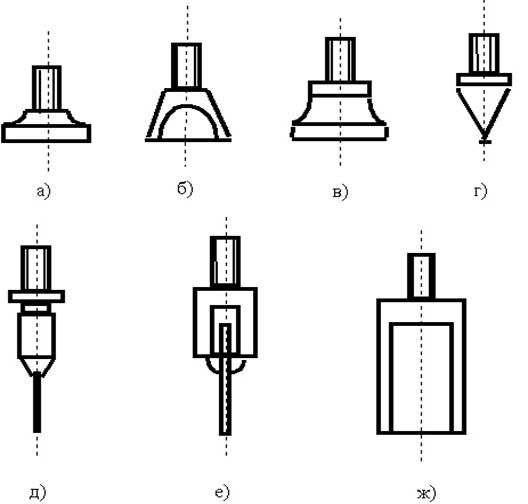
Рис. 3.7. Рабочие инструменты многофункциональных аппаратов.
Максимальная скорость выполнения отверстий рабочими инструментами 5 и 6 достигается при использовании полых рабочих органов. При использовании рабочих инструментов необходимо учитывать, что длина рабочего органа не должна превышать 15...20 мм. При большей длине теряется устойчивость и происходит разрушение рабочего органа.
6. Для выполнения отверстий диаметром более 3 мм используются специальные рабочие инструменты (рис. 3. 7. ж), выполненные в виде полых трубок необходимого диаметра. Рабочие инструменты такой конструкции для УЗ многофункционального аппарата N3 имеют максимальный диаметр 15 мм, а для УЗ многофункционального аппарата N4 максимальный диаметр 25 мм.
При выполнении всех перечисленных типов инструментов необходимо обеспечивать равенство резонансных частот колебательной систем со всеми рабочими инструментами. Для этого их масса должна быть одинаковой.
Для быстрой смены всех инструментов используются лыски на боковой поверхности вблизи места контакта с поверхностью концентратора. На цилиндрическом участке поверхности концентратора также выполняются лыски под ключ. При необходимости выполнения специальных технологических операций, таких как распыление жидкостей, дозированная подача одной жидкости для растворения в другой, растворение вредных газов в жидкости, обработка полимеризующихся смол и т.п., используются рабочие инструменты со сквозным осевым отверстием. В этом случае в колебательной системе также выполняется сквозное отверстие вдоль оси. Такая колебательная система может дополнительно комплектовать УЗ многофункциональный УЗ аппарат N4, повышая его функциональные возможности.
При использовании же УЗ многофункциональных аппаратов индивидуальными потребителями и в домашнем хозяйстве, когда общее число часов эксплуатации не превышает нескольких сотен, применение сменных инструментов не оправдано, так как это усложняет аппарат, увеличивает его стоимость, требует комплектации аппарата приспособлениями для смены инструмента. В этом случае, с одной стороны, рабочий инструмент должен выполняться как одно целое с концентратором и, с другой стороны, должен быть максимально многофункциональным (хоть и с меньшей эффективностью, но выполнять все функции, предусмотренные в многофункциональном аппарате).
Наиболее эффективным и наиболее функциональным в этом случае будет рабочий инструмент, показанный на рис. 3.8. и представляющий собой выполненный заодно с концентратором 1 полый конус 2, соединенный своей вершиной с торцевой поверхностью цилиндрического участка концентратора.
При внешнем диаметре инструмента d = 7 мм и толщине стенок конуса в 1 мм, поверхность излучения такого инструмента составляет не менее 1,5 см2 Сложная форма поверхности рабочего инструмента обеспечивает его многофункциональность и высокую эффективность. Так, внутренняя конусная поверхность рабочего инструмента обеспечивает направленное излучение УЗ колебаний вдоль акустической оси колебательной системы в направлении дна обрабатываемого объема и обеспечивает интенсивные гидродинамические потоки. Внешняя конусная поверхность рабочего инструмента обеспечивает излучение УЗ колебаний в направлении свободной поверхности жидкости в обрабатываемом объеме. Конусность поверхности и высокое качество поверхности исключают задерживание молекул воздуха (т.е. кавитационных пузырьков) на поверхности. Это обеспечивает стабильность сопротивления излучения и сводит к минимуму кавитационное разрушение поверхности (делает инструмент долговечным).
Наличие цилиндрического участка на внешней поверхности рабочего инструмента обеспечивает возможность выполнения отверстий диаметром 7 мм. Плоский участок торцевой поверхности инструмента позволяет осуществлять операции по УЗ сварке, интенсификации склеивания и т.п. Плоский участок в вершине внутреннего конуса и сама внутренняя поверхность позволяют использовать дополнительный рабочий орган в виде иглы, шарика и т.п., не прикрепляя его жестко к колебательной системе. Наличие острой кромки на участке соприкосновения торцевого и цилиндрического участков, позволяет осуществлять резку тонких листовых материалов
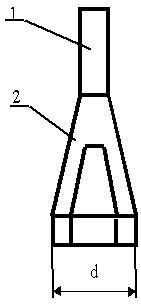
Рис. 3. 8. Форма многофункционального рабочего инструмента.
Таким образом, рассмотренный рабочий инструмент, жестко соединенный с концентратором колебательной системы, обеспечивает многофункциональность УЗ технологических аппаратов для индивидуального потребителя и домашнего хозяйства (аппаратов N1 и N2).
Для крепления УЗ колебательной системы в корпусе используется кольцевая опора, выполненная заодно с рабочей накладкой - концентратором. Эта кольцевая опора соединена с колебательной системой в плоскости узла смещения, где амплитуда колебаний мала. В месте присоединения опоры имеют небольшую толщину (от 1 до 3 мм). Однако, даже при столь малой толщине передача УЗ энергии в корпус не может быть сведена к минимуму, т.к. в узловой плоскости, кроме стоячих, возникают и бегущие волны. Для защиты пользователя от воздействия УЗ колебаний, крепление колебательной системы в корпусе осуществляется с помощью опоры и изолирующих полимерных и резиновых прокладок.
8. ГЕНЕРАТОРЫ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ
Для питания ультразвуковых преобразователей колебательных систем используются источники электрической энергии - генераторы, обеспечивающие преобразование энергии промышленной частоты (50 Гц) в энергию электрических колебаний ультразвуковой частоты.
Поскольку резонансная частота колебательной системы может изменяться не только при использовании различных рабочих инструментов, но и при осуществлении различных технологических операций, генераторы для многофункциональных ультразвуковых аппаратов должны выполняться универсальными, т.е. иметь необходимый диапазон изменения параметров выходного сигнала и обеспечивать согласование с различными, и изменяющимися во времени, нагрузками.
Изменение резонансной частоты колебательных систем происходит из-за нагревания пьезокерамических материалов, отражающей и излучающей металлических накладок (нагрев до 100 о С снижает резонансную частоту на 0,5....1 кГц).
Изменение акустических свойств обрабатываемых сред может изменять резонансную частоту колебательной системы на 0,5 кГц. Кроме того, рабочая частота генератора может изменяться из-за температурной нестабильности частотно - задающих элементов электронных схем. Для компенсации внешних воздействий на параметры колебательных систем и обеспечения возможности использования различных по функциональным назначениям рабочих инструментов, в генератора используются механические регулирующие устройства и системы электронной автоподстройки частоты и стабилизации амплитуды колебаний.
Современные УЗ генераторы выполняются полностью на полупроводниковых электронных компонентах. Это стало возможным в последние годы, в связи с созданием транзисторов, работающих при высоких рабочих межэлектродных напряжениях (более 500 В), рассеивающих большие мощности (более 100 Вт) и имеющих малые времена переключения.
Применение таких транзисторов позволило создать генераторы необходимого мощностного диапазона. Высокие рабочие напряжения современных транзисторов позволили реализовать электрические схемы генераторов с безтрансформаторными источниками питания, что обеспечило многократное снижение габаритных размеров и массы технологических аппаратов. Использование высокоскоростных мощных транзисторов позволило применить схемы двухтактных выходных каскадов, в которых транзисторы работают в режиме переключения. В этом режиме рабочие точки транзисторов во время основной части периода находятся в областях насыщения и отсечки, обеспечивая минимальную мощность рассеивания в цепи коллекторов и высокий КПД (более 85%). При использовании режима переключения напряжение на выходе генератора имеет прямоугольную форму. Нечетные гармоники имеют значительный вес и приводят к дополнительным потерям в транзисторах и колебательной системе.
Для исключения влияния высших гармоник, согласование генератора с колебательной системой осуществляется с помощью корректирующих фильтров, которые на основной частоте приводят входное сопротивление нагрузки к активной величине, а на высших гармониках значительно повышают комплексное сопротивление нагрузки. В качестве корректирующих элементов используются цепи из реактивных элементов. На рис. 4.1. показана схема включения УЗ колебательной системы с пьезоэлектрическими активными элементами.
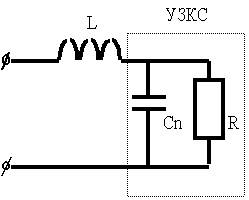
Рис. 4.1. Эквивалентная схема включения колебательной системы
В такой схеме корректирующий фильтр образуется собственной электрической емкостью пьезоэлементов Сп и индуктивностью дросселя L. На основной частоте параллельное соединение собственной емкости пьезоэлементов Сп и активного сопротивления потерь R совместно с индуктивностью L дросселя обеспечивает резонанс на основной частоте. Введение корректирующих фильтров обеспечивает косинусоидальную форму токов через транзисторы усилителя мощности, что создает наиболее благоприятные условия для переключения транзисторов и обеспечивает расширение частотного диапазона генераторов.
Все ультразвуковые генераторы выполняются многокаскадными. Каждый каскад усиления генераторов работает в режиме переключения. Для обеспечения наилучших условий работы транзисторы включаются с общим эмиттером. Выходные каскады генераторов выполняются по двухтактным полумостовым схемам, обеспечивающим минимальные искажения усиливаемых сигналов и выходные мощности до 500 Вт.
Генераторы ультразвуковых многофункциональных аппаратов выполняются по схемам с независимым возбуждением, по схемам с самовозбуждением и по схемам с автоподстройкой частоты.
Дата добавления: 2015-02-25; просмотров: 1845;