Quot;Штовхальний" і "тягнучий" підходи до управління матеріальними потоками у виробничій логістиці
Застосування виробничої логістики починається з процесів постачання виробництва всіма необхідними матеріалами, заготовками, напівфабрикатами, комплектуючими виробами.
Закордонними фахівцями розроблено і впроваджено у практику два принципово різних підходи: штовхальний і тягнучий.
Перший підхід - "штовхальна" система - є системою організації виробництва, у якій предмети праці, які надходять на виробничу ділянку, безпосередньо цією ділянкою в попередньої технологічної ланки не замовляються.
Матеріальний потік "виштовхується" кожному наступному адресату суворо за розпорядженням (командою), яке надходить на передавальну ланку з центральної системи управління виробництвом. Однак у випадку збоїв виробництва, зміни попиту протягом місяця доводиться неодноразово змінювати виробничі графіки для всіх технологічних стадій одночасно, що часто зробити дуже важко.
"Штовхальні" (виштовхувальні) системи знайшли застосування не тільки в сфері виробництва (виробничій логістиці), але й у сфері обігу як на стадії здійснення закупівель, так і на стадії реалізації готової продукції.
У процесі матеріально-технічного забезпечення "штовхальна" система є системою управління запасами впродовж усього логістичного ланцюга, у якому рішення про поповнення запасів у складській системі на всіх рівнях приймається централізовано. Під час реалізації готової продукції "штовхальна" система проявляється як стратегія збуту, спрямована на випереджальне щодо попиту формування товарних запасів в оптових і роздрібних торгових підприємствах.
Недоліки "штовхальних" систем:
1) чим більше факторів щодо кожної з ланок логістичного ланцюжка має враховувати центр управління, тим складнішим, дорожчим і досконалішим має бути програмне, інформаційне та матеріально-технічне забезпечення;
2) у підприємства мають бути матеріальні запаси на всіх стадіях виробництва, для того щоб запобігти збоям і пристосуватися до змін попиту. Тому така система припускає створення внутрішніх статичних потоків між різними технологічними етапами, що часто призводить до заморожування матеріальних засобів, встановлення надлишкового устаткування і залучення додаткових робітників;
3) складність перебудови виробничої системи під час збоїв або збільшення попиту;
4) можливість застосування за умови масового розповсюдження обчислювальної техніки і сучасних інформаційних технологій.
Переваги "штовхальних" систем:
1) відсутність залежності роботи підприємства від своєчасності постачань;
2) спрощення контролю за організацією виробничого процесу, оскільки управління ними централізоване.
Найбільш відомими апробованими логістичними моделями систем цього типу є MRP I, MRPII та інші.
Другий підхід до організації логістичних процесів на виробництві називається "тягнучою" системою і є системою організації виробництва, у якій деталі і напівфабрикати подаються на наступну технологічну операцію з попередньої в міру необхідності.
При застосуванні цього підходу центральна система управління не втручається в обмін матеріальними потоками між різними ділянками підприємства, не встановлює для них поточних виробничих завдань. Виробнича програма окремої технологічної ланки визначається розміром замовлення наступної ланки. Основною функцією центру управління є постановка завдання перед кінцевою ланкою виробничого технологічного ланцюга.
Основними цілями "тягнучих" (витягуючих) систем є:
· запобігання поширенню зростаючих коливань попиту або обсягу продукції від наступного процесу до попереднього;
· зведення до мінімуму коливання параметрів запасів між технологічними операціями;
· максимальне спрощення управління запасами в процесі виробництва шляхом його децентралізації, підвищення рівня оперативного цехового управління.
Переваги "тягнучих" (витягуючих) систем:
1) не вимагають загальної комп'ютеризації виробництва;
2) не потребують створення значних запасів матеріальних ресурсів.
Недоліки "тягнучих" (витягуючих) систем:
1) передбачають високу дисципліну і дотримання всіх параметрів постачань;
2) вимагають підвищеної відповідальності персоналу всіх рівнів, особливо виконавців. Це пояснюється тим, що централізоване регулювання виробничих процесів обмежене.
До "тягнучих" логістичних систем належать системи KANBAN і ОВТ.
7.3. Логістична концепція "MRP"
Однією з найбільш популярних у світі логістичних концепцій, що ґрунтуються на підході до формування штовхаючих систем, є концепція "Планування потреб/ресурсів" (requirements/resource planning, RP). За змістом вона є протилежною концепції JIT ("Точно у термін").
На концепції "Планування потреб/ресурсів" ґрунтуються: у виробництві і постачанні - система "Планування потреби в матеріалах/виробничого планування потреби в ресурсах" (materials /manufacturing requirements/resource planning, MRP I/MRP II), а в дистрибуції (розподілі) - система "Планування розподілу продукції/ресурсів" (distribution requirements/ resource planning, DRPI/DRPII)1.
Відповідно до визначення американського дослідника Дж. Орліскі, одного з головних розробників системи MRP І, система "Планування потреби в матеріалах (система MRP) у вузькому значенні складається з ряду логічно пов'язаних процедур, вирішальних правил і вимог, які переводять виробничий розклад у "ланцюжок вимог", що синхронізовані у часі, а також запланованого покриття цих вимог для кожної одиниці запасу компонентів, необхідних для виконання розкладу. Система MRP переплановує послідовність вимог і покриття внаслідок змін або у виробничому розкладі, або в структурі запасів, або в характеристиках продукту"2.
Хоч сама логістична концепція, закладена в основу системи MRP І, сформована досить давно (в середині 1950-х років), але тільки з появою швидкодіючих комп'ютерів її вдалося реалізувати на практиці. Водночас революція в мікропроцесорних та інформаційних технологіях стимулювала бурхливе впровадження різноманітних складових систем MRP у бізнесі.
 Основними цілями системи MRP є:
Основними цілями системи MRP є:
· задоволення потреби у матеріалах, компонентах і продукції для планування виробництва і доставки споживачам;
· підтримка низького рівня запасів матеріальних ресурсів, незавершеного виробництва, готової продукції;
· планування виробничих операцій, графіків доставки, закупівельних операцій.
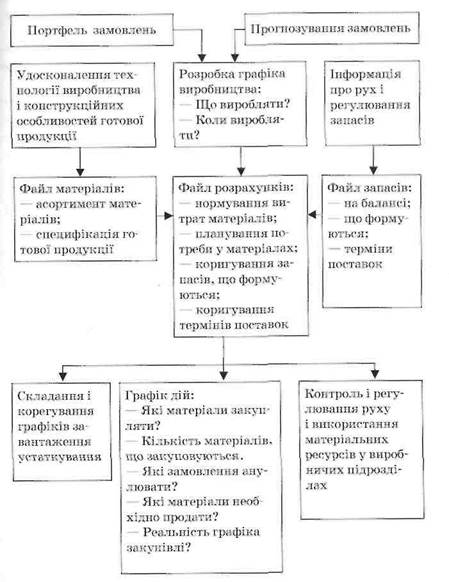
Система MRP спочатку визначає, скільки і в які строки необхідно виготовити кінцеву продукцію. Потім система визначає час і необхідні кількості матеріальних ресурсів для виконання виробничого розкладу. На рис. 7.1 представлено блок-схему системи MRP І.
Типовий набір вихідних документів системи MRP І містить:
- специфіковані за номенклатурою, обсягом і часом вимоги матеріальних ресурсів, які замовляються у постачальників;
- зміни, які необхідно внести у виробничий розклад;
- схеми доставки матеріальних ресурсів, обсяг постачань іт. ін.;
- анульовані вимоги готової продукції, матеріальних ресурсів;
- стан системи MRP.
Однак мікрологістичні системи, які ґрунтуються на MRP-підході, мають ряд недоліківі обмежень, основними серед яких є:
§ значний обсяг обчислень, підготовки і попередньої обробки великого обсягу вихідної інформації, що збільшує тривалість виробничого періоду і логістичного циклу;
§ зростання логістичних витрат на обробку замовлень і транспортування за умови прагнення фірми зменшити рівень запасів або перейти на випуск готової продукції в малих обсягах з високою періодичністю; нечутливість до короткочасних змін попиту, тому що вони ґрунтуються на контролі і поповненні рівня запасів у фіксованих точках проходження замовлення;
§ значна кількість відмов у системі через її великий обсяг і перевантаженість;
§ наявність значних матеріальних запасів, що сповільнює обертання обігових коштів фірми, збільшує собівартість готової продукції.
|
Рис. 9.1. Схема функціонування системи MPR І
Перевага MRPІ: наявність запасів забезпечує велику стійкість логістичної системи під час різких коливань попиту і ненадійності постачальників матеріальних ресурсів.
Система MRP І переважно використовуються, коли попит на вихідні матеріальні ресурси дуже залежить від попиту споживачів на кінцеву продукцію. Система MRP І може працювати із широкою номенклатурою матеріальних ресурсів (багато-асортиментними вихідними матеріальними потоками).
Недоліки і деякі обмеження застосування MRP І стимулювали розробку систем MRP II,які використовуються в США і Західній Європі з початку 1980-х років.
MRP II - це інтегровані мікрологістичні системи, у яких об'єднані фінансове планування і логістичні операції.
Більшість західних фахівців розглядають системи MRP IIяк інструментарій, який використовують у плануванні та управлінні організаційними ресурсами фірми з метою досягнення мінімального рівня запасів у процесі контролю за всіма стадіями виробничого процесу.
Перевагами системи MRPII перед системою MRP І є:
1) повніше задоволення споживчого попиту, яке досягається шляхом скорочення тривалості виробничих циклів, зменшення запасів, кращої організації постачань, швидшої реакції на зміни попиту;
2) системи MRPII забезпечують велику гнучкість планування і сприяють зменшенню логістичних витрат з управління запасами.
Система MRP І є складовою системи MRP II. Крім неї, до складу системи MRPII входять:
— блок прогнозування та управління попитом;
— розрахунок виробничого розкладу (графіка випуску готової продукції);
— розрахунок плану завантаження виробничих потужностей;
— блок розміщення замовлень і контролю закупівель матеріальних ресурсів;
— блок управління запасами (куди входять вибір стратегії поповнення запасів, розрахунок критичних точок і точок замовлення, аналіз структури запасів за методом ABC, наднормативних запасів).
Функціонування всіх цих блоків забезпечується за допомогою ЕОМ. Так, сучасна мікропроцесорна техніка і програмне забезпечення дозволили апробувати на практиці мікрологістичні системи, які ґрунтуються на схемі MRP II, у режимі реального часу, зі щоденним оновленням баз даних, що значно підвищило ефективність планування та управління матеріальними потоками.
В останні роки у багатьох країнах було здійснено спроби створити комбіновані системи для взаємного усунення недоліків, властивих кожній із цих систем окремо.
Деякі західні дослідники називають їх MRP III,розуміючи під ними систему, яка становить собою комбінацію системи MRPII, що використовуюється для планування і прогнозування попиту, збуту і закупівель, та системи KANBAN1 - для оперативного управління виробництвом.
Сиcтема "KANBAN — MPRII" наведена на рис. 7.2.

Рис. 7.2. Схема функціонування комбінованої операційної системи "KANBAN - МRP II"
Така концепція передбачає включення в загальну схему виробничих стосунків постачальників і споживачів.
Дата добавления: 2015-02-25; просмотров: 2865;