Гидравлическая раздача
Процесс гидравлической раздачи осуществляется с помощью специального технологического оснащения (пистолета рис.4.28), основными деталями которого являются шток 1 и поршень 2. Из камеры пистолета 3 через сверления 4 в трубу подается высокое (200- 400МПа) давление жидкости (обычно дистиллированная вода). Это давление развивается вследствие подвода в корпус 5, камеру 6 масла под давлением около 20 МПа. При подготовке пистолета в камеру 3 с помощью системы автоматики через обратный клапан 7 подается жидкость.
Во время рабочего хода поршня высокое давление через сверления в зонде 8 попадает в камеру, ограниченную резиновыми уплотнительными кольцами 9, и вызы-вает радиальную деформацию трубы 10, которая с некоторым контактным давлением прижимается к стенке отверстия доски трубной 11.
Особенности выбора режима гидрораздачи разработаны в работе Н. Krips, M.Podhorsky[12] и изложены в приложении П1.
Трубы обычно изготавливают методом поперечно-винтовой прокатки и поэтому по направлению прокатки в металле образуются слои, обуслаливающие анизотропные свойства. Под действием высокого давления труба из-за таких слоев может также иметь пространственный изгиб, который не позволяет полностью устранить первоначальный радиальный зазор в узле соединения.
Существует еще одна причина недостаточной герметичности таких соединений. Очевидно, что поверхность отверстия имеет неровности с радиусом, меньшим или существенно меньшим внутреннего радиуса трубы.
Причина – особенности технологии изготовления отверстий, вибрация режущего инструмента, неравномерные свойства материала, колебания, возникаю-щие в процессе резания[13]. Наружная поверхность трубы также имеет неровности, обусловленные сходными причинами. Кроме того, из-за неравномерных свойств металла труба деформируется тоже неравномерно. В совокупности изложенные факторы должны неизбежно при контакте поверхностей приводить к появлению неплотностей, возможная форма которых показана на рис.4.29.
Чтобы труба плотно прилегла к углублению радиусом ro в стенке отверстия, необходимо в оболочке, раcположенной между точками А и Б, развить напряжения, превышающие предел текучести.
При этом в соответствии с уравнением Лапласа [3] давление раздачи должно превышать
Pi³ stth/ro, (4-62)
где stt - напряжение, при котором "течет" труба; h= a- b.

|
Рис.4.28. Инструмент (писто-лет) конструкции “HYTEX” для зак-репления тепло-обменных труб в трубных решетках (коллекторах) мето-дом раздачи жидко-стью высокого дав-ления и метод гидро-раздачи труб.

Рис. 4.29
Возможная форма неплот-ности в сопряже-нии труба- от-верстие трубной доски:
а) выбоина;
б) овальность.
а) б)
Для трубы с радиусом b такое же соотношение записывается в форме Pit³stt1h/b.
В случае stt= stt1
Pi³Pitb/ro. (4-63)
Если же допустить, что эти уравнения справедливы и для участков с неплотным прилеганием, то, учитывая известные соотношения [3], давление, при котором «текут» наружные волокна, будет определяться выражением
Pi= stt[a2(a-h)-2 - 1].
Здесь уменьшение наружного радиуса при неизменной толщине h аналогично стремлению a к h , следовательно, в этом случае Pi стремится к бесконечности.
Изложенные соображения свидетельствуют о необходимости существенного, практически в разы по сравнению с расчетом для гладкой трубы, повышения давления раздачи, обеспечивающего требуемую герметичность соединения. Однако в этом случае неизбежна пластическая деформация перемычки между отверстиями доски. Поэтому без специальных способов обработки поверхностей отверстия и трубы трудно обеспечить высокую герметичность рассматриваемого соединения.
На практике этот метод комбинируют со сваркой и довальцовкой с помощью роликового инструмента (см. ниже) зоны выхода трубы в межтрубное пространство.
4.6.2. Прессовая раздача(рис. 4.30).
При выполнении этой операции втулка 3 из эластичного материала размещается на штоке 2 и вместе с наконечником 4 вставляется в трубу 5, которая вначале была установлена в доске трубной. Шток 2 резьбой соединяется со штоком гидроцилиндра.
1 2 3 4 5
 Рис. 4.30
Рис. 4.30
Схема метода прессовой раздачи
(разработка МЗ «ЗиО-Подольск»)
После включения насоса гидроцилиндр корпусом надавливает на упорную втулку 1, шток гидроцилиндра втягивает шток с наконечником 4, имеющий цилиндрические выступы, сжимающие втулку из эластичного материала. Под действием высокого напряжения эластичный материал, например полиамид, “течет”- становится «жидкостью», в которой развивается давление, прижимающее теплообменную трубу к стенке отверстия.
Для деформации заданного участка трубы и создания необходимого давления в эластичной втулке иногда приходится выдвигать наконечник за пределы доски. В этом случае из-за неточного расчета объема эластичной втулки могут происходить “раздувания” участков труб за пределами доски. Кроме того, при закреплении труб в “толстых” досках длина инструмента достигает значительной величины. К недостаткам следует также отнести необходимость селективной подборки наконечника и практическая невозможность получения герметичного соединения.
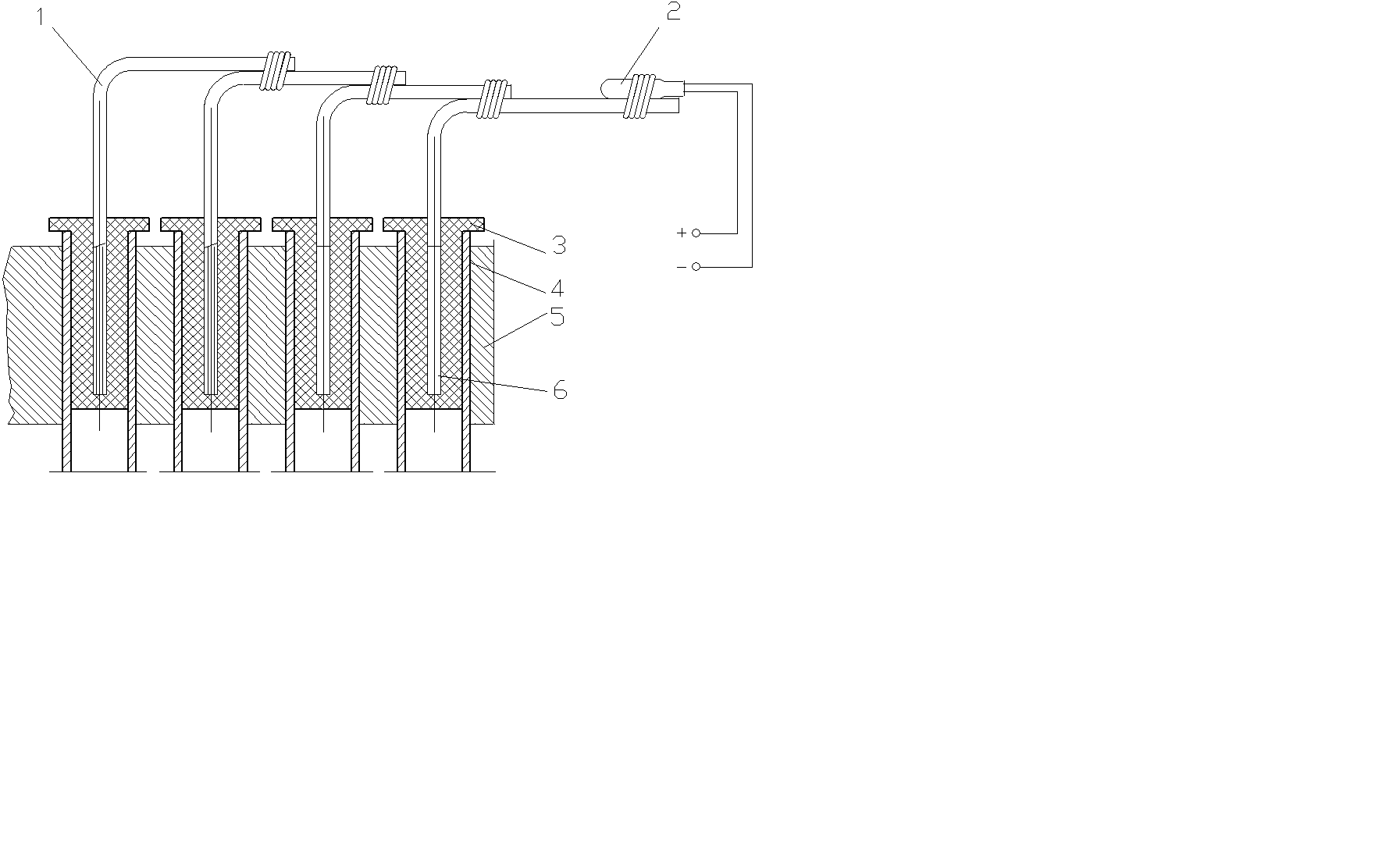
Взрыв
Процесс развальцовки труб взрывом (рис. 4.31) заключается в раздаче концов труб почти по всей длине отверстия доски трубной и образовании натяга между трубой и доской под действием давления ударной волны и расширяющихся с большой скоростью в радиальном направлении продуктов детонации, образующихся при взрыве заряда взрывчатого вещества (ВВ) внутри трубы. При этом скорость соударения трубы со стенкой отверстия может превышать 300 м/с, а контактное давление – 10000МПа. Такое взаимодействие способно вызвать значительные остаточные напряжения в теле коллектора (доски трубной), ограничивающие ресурс изделия. Кроме того, как показывает опыт, труба к стенке отверстия прижимается по его длине неравномерно. Слабо на периферии и более плотно примерно в середине.
Требуемую герметичность при толщине перемычек 3…5 мм между отверстиями на практике не удается получать. Обычно такой способ дополняется сваркой и вальцовкой роликовым инструментом.
Кроме взрывчатого вещества импульсное воздействие на трубу может осуществляться ударной волной, возникающей от мгновенного испарения в жидкости под действием электротока проволочки и другими способами.
|
Рис. 4. 37
Рис. 4.31
Схема развальцовки взрывом:
1- детонирующий шнур; 2- электродетонатор; 3- корпус патрона (центрирующая втулка);
4- труба; 5- доска трубная; 6- заряд взрывчатого вещества.
Дата добавления: 2015-02-23; просмотров: 3112;