Санкт-Петербург
Г.
При ремонте и полном освидетельствовании колесных пар применяются следующие знаки и клейма:
- клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту;
- цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных (цифры и буквы должны быть высотой от 6 до 10 мм, согласно действующим стандартам, техническим условиям и чертежам);
- клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
- клеймо контрольного мастера службы технического контроля (требования к клейму службы технического контроля устанавливаются ремонтным пунктом, производящим ремонт);
- клейма в форме круга с буквами, обозначающими метод формирования колесной пары: «Ф» прессовый, «ФТ» тепловой или «ТК», «ТЗ» комбинированный («ТК» - тепловой метод посадки колесных центров или колес, «ТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквой «Б», обозначающее балансировку колесной пары;
- клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары, выпрессовку оси и сборку колесной пары прессовым методом, «ДТ» - тепловым методом, «ДТК» «ДТЗ» - комбинированным методом («ДТК» - тепловой метод посадки колесных центров или колес, «ДТЗ» - тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, с буквами «ПД» - правого колесного центра или цельнокатаного колеса, с буквами «ЛЗД» - левого, с буквами «ПЗД» - правого зубчатого колеса;
- клеймо в форме круга с буквами «ЛДТ», обозначающее сборку после распрессовки тепловым методом левого, с буквами «ПДТ» – правого колесного центра или цельнокатаного колеса, с буквами «ЛЗДТ» левого, с буквами «ПЗДТ» - правого зубчатого колеса;
- клеймо в форме круга с буквами, обозначающими замену оси на вновь изготовленную и метод формирования колесной пары: «СОФ» – прессовый, «СОФТ» – тепловой или «СОТК», «СОТЗ» – комбинированный («СОТК» – тепловой метод посадки колесных центров или колес, «СОТЗ» – тепловой метод посадки зубчатых колес);
- клеймо в форме круга с буквами «СБ», обозначающее замену бандажей;
Составные части колесных пар с несоответствующими знаками клеймения и маркировки в ремонтное производство не допускаются.
Необработанные (в черном виде) оси на средней или подступичной части должны иметь знаки и клейма в соответствии с рисунком 1
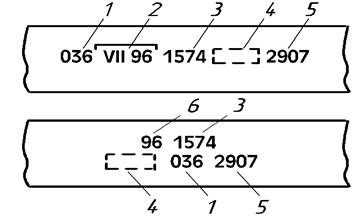
Рисунок 1 – Знаки и клейма на необработанной оси колесной пары
1 — условный номер предприятия-изготовителя,
2 — месяц (римскими цифрами) и год (две последние цифры изготовления),
3 — номер плавки,
4 — клейма приемки,
5 — порядковый номер оси,
6 — год (две последние цифры)
Окончательно обработанные оси на правом торце должны иметь знаки и клейма в соответствии с рисунками 2, 3, 4.
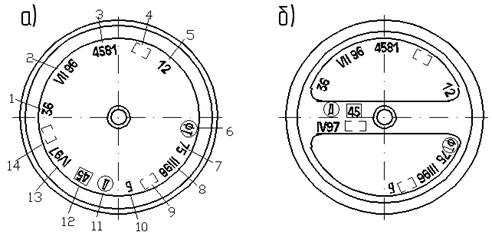
Рисунок 2 – Знаки и клейма на правом торце оси колесной пары
а —тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
1 — условный номер предприятия-изготовителя необработанной оси;
2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 — порядковый номер оси;
4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 — условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
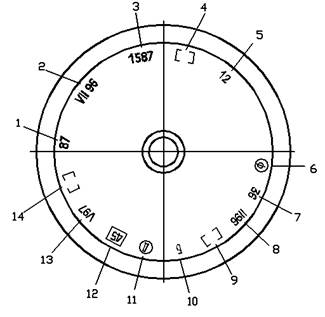
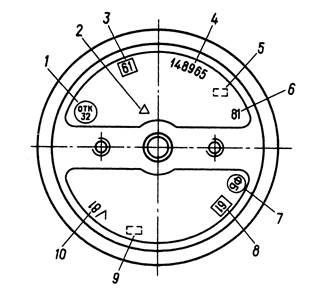
Рисунок 3 – Знаки и клейма на правом торце оси колесной пары Рисунок 4
локомотива с торцовыми упорами качения
1 – условный номер предприятия-изготовителя необработанной оси;
2 – месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси;
3 – порядковый номер оси;
4 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
5 – условный номер предприятия-изготовителя, обработавшего ось;
6 – клейма метода формирования колесной пары («ФТ» – тепловой, «Ф» – прессовый, «Ф» и «ТЗ» – комбинированный при прессовом методе посадки колес (колесных центров) и тепловом методе посадки зубчатого колеса на ось, «ТК» и «Ф» – комбинированный при тепловом методе посадки колес (колесных центров) и прессовом методе посадки зубчатого колеса на ось) или клеймо замены оси на вновь изготовленную («СО»);
7 – условный номер предприятия, производившего сборку колесной пары;
8 – месяц (римскими цифрами) и год (две последние цифры) сборки колесной пары;
9 – клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару;
10 – клеймо балансировки;
11 – клейма переформирования колесной пары;
12 – номер ремонтного пункта, производившего переформирование;
13 – месяц (римскими цифрами) и год (две последние цифры) переформирования;
14 – клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования.
– Знаки и клейма на правом торце оси колесной пары МВПС
1 – клеймо технического контроля;
2 – клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки с необработанной оси и принявших обработанную ось;
3 – условный номер предприятия, производившего обработку оси и перенесшего знаки маркировки;
4 – порядковый номер оси, начинающийся с номера предприятия-изготовителя поковки;
5 – клейма инспектора приемщика;
6 – год (две последние цифры) изготовления;
7 – клейма формирования и балансировки;
8 – условный номер предприятия, сформировавшего колесную пару;
9 – клеймо технического контроля;
10 – дата формирования.
Бандажи на боковой наружной грани должны иметь знаки и клейма в соответствии с рисунком 5
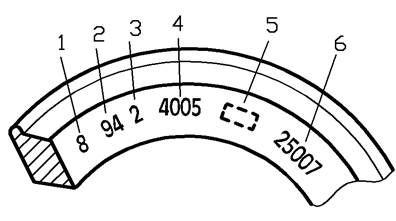
Рисунок – 5. Знаки и клейма на наружной грани бандажа
1 – условный номер предприятия изготовителя,
2 – год (две последние цифры) изготовления,
3 – марка бандажа,
4 – номер плавки,
5 – клейма приемки,
6 – порядковый номер бандажа по системе нумерации
предприятия-изготовителя.
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Литые центры на наружной стороне ступицы или диска должны иметь знаки и клейма в соответствии с рисунком 6. Размещение и размеры знаков маркировки – по рабочим чертежам центров.
а) б)
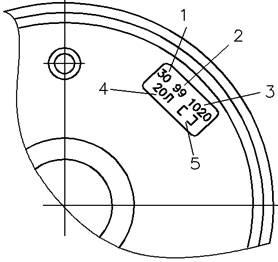
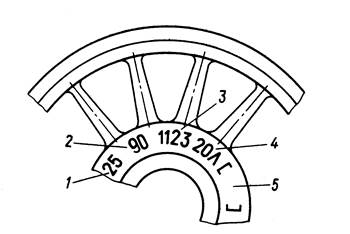
Рисунок 6 – Знаки и клейма на колесном центре
а – на дисковом центре, б – на спицевом центре
1 – условный номер предприятия-изготовителя,
2 – год (две последние цифры) изготовления,
3 – порядковый номер центра по системе нумерации предприятия-изготовителя,
4 – обозначение марки стали,
5 – клейма технического контроля предприятия- изготовителя и представителя заказчика
Цельнокатаные колеса на наружной боковой поверхности обода должны иметь знаки и клейма в соответствии с рисунком 7.
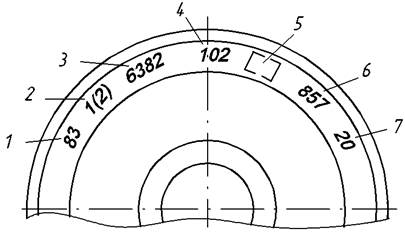
Рисунок 7 – Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса
1 – год (две последние цифры) изготовления,
2 – марка стали,
3 – номер плавки,
4 – условный номер предприятия-изготовителя,
5 – клейма технического контроля предприятия-изготовителя и представителя заказчика,
6 – порядковый номер колеса по системе нумерации предприятия-изготовителя
7– дополнительный код, обозначающий собственность колес стран СНГ и Балтии
Зубчатое колесо или венец ТПС должны иметь знаки и клейма в соответствии с рисунком 8
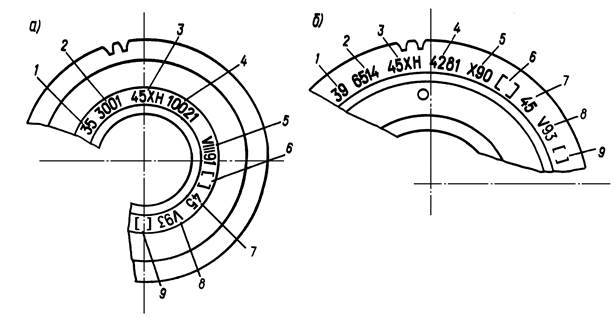
Рисунок 8 – Знаки и клейма зубчатого колеса и венца: а — на зубчатом колесе; б — на венце зубчатого колеса
1 – условный номер предприятия-изготовителя,
2 – порядковый номер зубчатого колеса (венца),
3 – марка стали,
4 – номер плавки,
5 – месяц (римскими цифрами) и год (две последние цифры) изготовления,
6 – клейма технического контроля предприятия-изготовителя и представители заказчика,
7 – условный номер предприятия, проводившего установку зубчатого колеса или венца,
8 – месяц (римскими цифрами) и год (две последние цифры) установки,
9 – клейма технического контроля предприятия, проводившего установку
Перенос знаков и правильность обработки осей в соответствии с технической документацией удостоверяется постановкой клейм контрольного мастера службы технического контроля и инспектора-приемщика (на заводе) («Серп и молот»), мастера колесного цеха и приемщика (в депо) с постановкой условного номера пункта, проводившего обработку.
Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от заводов-изготовителей без приемочных клейм инспектора-приемщика, а также с неясной маркировкой бракуют.
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При замене зубчатого колеса или венца на них наносятся знаки и клейма предприятия, производившего замену зубчатого колеса (венца) (рисунок 8, позиции 7 – 9).
При полном освидетельствовании колесных пар на левом торце осей ставятся знаки и клейма в соответствии с рисунком 9. Впереди вышеуказанных клейм при замене бандажа дополнительно ставится клеймо «СБ».
При перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр или цельнокатаное колесо. При перепрессовке зубчатого колеса – клеймо «ЛЗД» или «ПЗД» - левого или правого зубчатого колеса.
При сборке колесной пары тепловым методом после распрессовки - клеймо «ЛДТ» или «ПДТ» - левого или правого колесного центра (цельнокатаного колеса), клеймо «ЛЗДТ» или «ПЗДТ» - левого или правого зубчатого колеса.
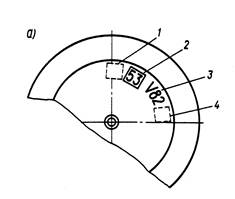
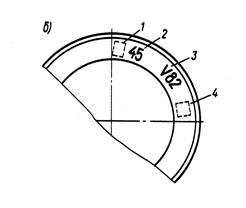
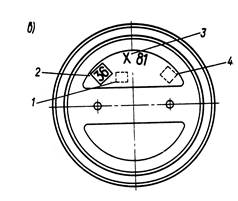
Рисунок 9 – Знаки и клейма на левом торце оси колесной пары:
1 – место постановки клейм замены бандажей, спрессовки левого или правого центра (цельнокатаного колеса);
2 – условный номер ремонтного пункта;
3 – месяц (римскими цифрами) и год (две последние цифры) проведения полного освидетельствования;
4 – клейма службы технического контроля и приемщика локомотивов (инспектора-приемщика).
а — тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения;
в — электровозов и МВПС на подшипниках качения без торцового упора;
После постановки клейм торцы осей с торцовым упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления оси и формирования колесной пары на правом торце оси. Они должны сохраняться на все время эксплуатации оси для локомотивов. Клейма формирования (переформирования) колесной пары для МВПС и клейма переформирования для локомотивов должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси проводится заварка знаков предыдущих полных освидетельствований и после зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. При этом сохраняют клеймо последней перепрессовки колесного центра (цельнокатаного колеса).
Колесные пары вагонов
Колесная пара должна отвечать требованиям Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар. (См. Рис.1.) На правом торце шейки для роликовых подшипников 1 и подшипников скольжения 4, левом торце 3, бандаже 7 и ободе цельнокатаного колеса 6 должны быть четко поставлены знаки и клейма о времени и месте формирования, освидетельствования и приемки. Знаки и клейма ставятся в местах, предусмотренных правилами маркировки. У колесных пар с роликовыми подшипниками, кроме того, в верхнем левом углу буксы, надетой на правую шейку, на болтах ставится металлическая бирка 2 с клеймами: номер оси; дата и условный номер пункта, в котором производилось полное освидетельствование колесной пары и монтаж буксы; знак О, указывающий, что колесная пара обтачивалась без демонтажа букс; дата этой работы и условный номер пункта, где она выполнялась.
Трафарет (буква Р, месяц и год, номер пункта) о производстве промежуточной ревизии букс пассажирских вагонов с 1964 г. на крышке не ставится. Его место перенесено на боковую продольную балку рамы тележки. Правым торцом шейки оси (правой стороной колесной пары) считается тот, на котором поставлены клейма и знаки, относящиеся к изготовлению оси и формированию колесной пары. На левом торце ставятся только клейма полного освидетельствования. Номер плавки, а также клейма ОТК завода и инспектора МПС имеются на осях 5, изготовленных до 1959 г.
Колесные пары, имеющие бандажи с клеймом завода-изготовителя №. 29, должны быть изъяты из эксплуатации.

Рис. 1
Инспектор МПС на елементах колесной пары ставит два клейма: ключ и молоток — предварительной приемки элемента; серп и молот — окончательной приемки.(См. Рис.1 и Рис.2.)
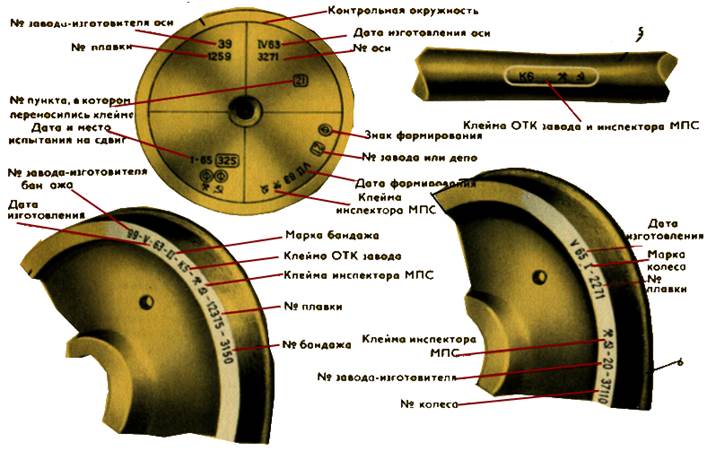
Рис. 2
Следование вагонов в поездах запрещается.
Если у колесной пары имеется: (См Рис.3 ) поперечная трещина на любой части оси;
задир шейки или предподступичной части оси с подшипниками скольжения;
протертость средней части оси глубиной более 2,5 мм;
след контакта с электродом или электросварочным проводом на любой части оси;
на средней части оси одна продольная трещина длиной более 25 мм или несколько таких трещин, суммарная длина которых более 25 мм (в этих случаях вагон разрешается довести до ближайшего ремонтного пункта).
Когда наклонные трещины 4 и 5 составляют с горизонтальной осевой линией угол менее 30̊, то они относятся к продольным, а если этот угол более 30̊, то трещина считается поперечной.
При наличии на шейке оси рисок 3, не вызывающих прения букс, вагон от поезда не отцепляется.
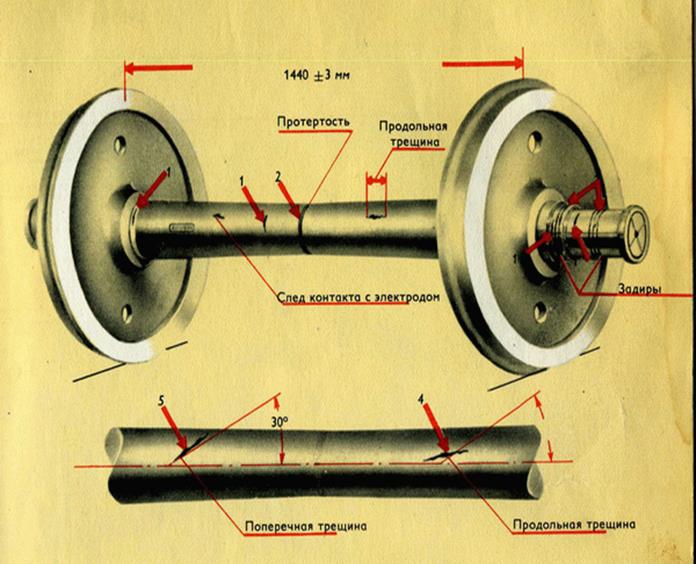
Рис. 3
ЦЕНТР, БАНДАЖ И КОЛЕСО
Сдвиг или ослабление ступицы колеса на оси не допускается.
Если колесо сдвинулось к середине оси, то в ее месте сопряжения со ступицей может быть кольцевая трещина краски со скоплением содранного слоя, а на противоположной стороне колеса, обращенной к буксе, рядом со ступицей на оси — кольцевая полоска, по виду резко отличающаяся от граничащей с ней поверхности.
При сдвиге колеса в сторону буксы такая полоска может появиться около торца ступицы, обращенного к середине оси (см. рисунок 4).
Помимо неокрашенной полоски, трещины слоя краски, выхода смазки и ржавчины, к признакам ослабления ступицы колеса на оси относится и сдвиг контрольных рисок, которые наносятся масляной краской в местах сопряжения осей со ступицами.
В наличии сдвига ступицы на оси можно окончательно убедиться, измерив расстояние между внутренними гранями бандажей или ободов колес, которое должно быть не более 1 443 и не менее 1 437 мм. При несоблюдении этого условия колесная пара во всех случаях бракуется. Запрещается эксплуатировать колесную пару и тогда, когда разница расстояний, измеренных между бандажами или ободами колес в разных точках, более 2 мм. Измерения производятся после освобождения колесной пары от нагрузки.
Вагоны, имеющие колесные пары с местным уширением (раздавливание) обода цельнокатаного колеса или бандажа более 5 мм, к следованию в поездах не допускаются (см. Рисунок 5). При наличии одной из трещин (см. стрелки) на ступице, спице, диске, ободе, бандаже независимо от ее величины и расположения колесная пара из-под вагона изымается и заменяется исправной, так как вагоны с такими дефектами эксплуатировать запрещается.
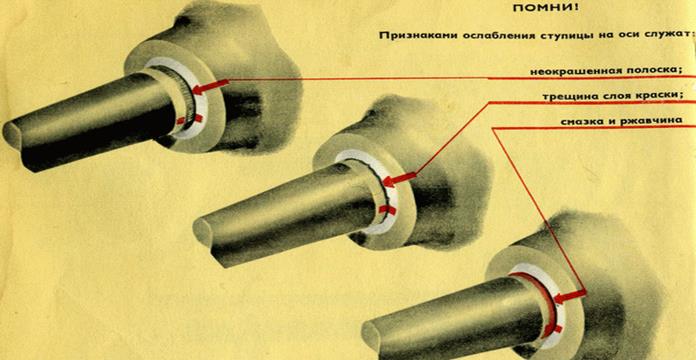
Рис.4
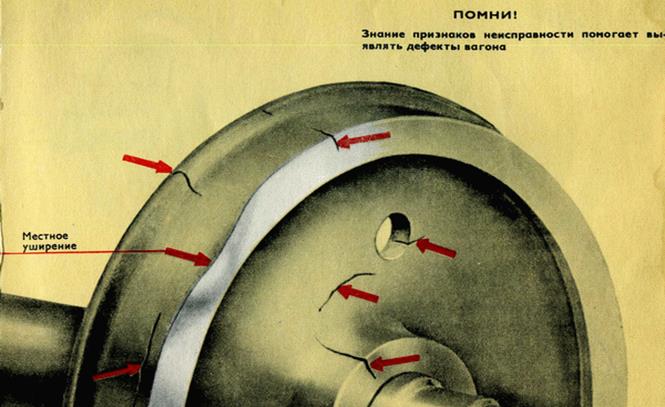
Рис. 5
Дата добавления: 2015-02-13; просмотров: 1145;