Восстановление целостности лопнувшей (или с остродефектным местом) рельсовой плети
Основные положения. При поперечных изломах рельсовой плети или при обнаружении в ней дефекта, требующего вырезки по классификации дефектности рельсов НТД/ЦП-1-93, восстановление плети производят в три этапа, соответствующих:
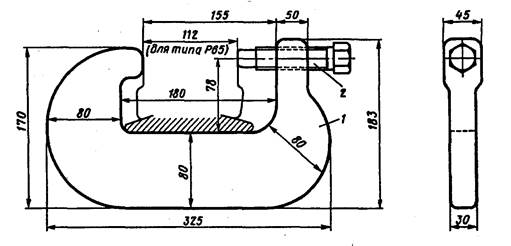
краткосрочному восстановлению (на период до 4 ч), при котором в месте дефекта устанавливают шестидырные накладки со струбцинами (рис. 3.4) и пропускают поезда со скоростью: 40 км/ч - при зазоре в месте излома до 25 мм; 25 км/ч - при зазоре 26-40 мм с постоянным наблюдением за состоянием рельсов в месте излома;
временному восстановлению (до 6 мес.);
окончательному восстановлению (при переводе плети на постоянный режим работы).
|
| Рис. 3.4. Стыковая струбцина: 1 - скоба струбцины; 2 - зажимной винт |
Временное восстановление рельсовых плетей. Временное восстановление плети производят вырезкой дефектного места с образованием отрезка длиной 8-11 м и укладкой вместо вырезанного рельса такой же длины с болтовыми отверстиями из покилометрового запаса. Место излома плети вырезается пилой с пропилом плети с двух сторон от излома, при соблюдении условий, чтобы пропилы располагались не ближе 3 м от места излома или дефекта и 2 м от сварного стыка, если он расположен вне вырезаемого куска плети. При этом учитывают, что при последующей обрезке концов плетей под сварку расстояние между имеющимися сварными стыками и новыми должно быть не менее 3 м. В противном случае такой стык вырезается вместе с изломанной частью плети.
Разница по высоте и по внутренней грани головки уложенного рельса и плети не должна быть более1 мм; большую разницу устраняют: по высоте - установкой переходных накладок; по горизонтали - шлифовкой боковой грани головки рельса в месте ступеньки.
Перед вырезкой места излома (дефекта) плети тщательно (20-метровой стальной рулеткой) измеряют длину рельса, подлежащего укладке в путь, и соответственно ей устанавливают и фиксируют на головке плети места пропила, если в месте излома имеется зазор. При отсутствии зазора прежде чем выпиливать место излома необходимо на протяжении 20-25 м с обеих сторон от излома закрепить клеммные и закладные болты, затем в месте излома автогеном вырезать кусок рельса длиной 10-15 см с целью снятия внутренних сжимающих усилий в плети для возможности свободного ее обрезания рельсорезным станком. После этого выпиливают и сдвигают в сторону отрезок рельсовой плети в месте дефекта длиной на 4-5мм больше длины подготовленного к укладке рельса с болтовыми отверстиями;
на образовавшихся концах рельсовой плети просверливают отверстия для болтов; в вырезанное место вставляют подготовленный рельс и шестидырными накладками скрепляют с плетью. При этом рекомендуется устанавливать высокопрочные болты с усиленной затяжкой гаек (1000 Н*м).
Полное восстановление изломанной рельсовой плети сваркой с применением рельсосварочной машины ПРСМ. Сварка изломанной рельсовой плети производится в пути рельсосварочной машиной ПРСМ контактным способом.
Работы по сварке плети включают в себя следующие технологические операции:
удаление подкладок на шпалах и частичную вырезку балласта в шпальном ящике, где должна размещаться сварочная головка машины ПРСМ;
вырезание части плети в месте нахождения временно уложенного рельса (вместе с ним); при этом длина вырезаемой части l, мм, определяется из выражения:
l = lвр + 750 + 750,
где lвр - длина уложенного рельса, мм; 750 - длина обрезаемых концов плети, мм;
зачистка обрезанных концов рельсов абразивным инструментом (до металлического блеска);
снятие и ослабление клемм на участке выгибания (или перемещения) плети;
выгибание (или продольное перемещение) плети;
замену вырезанной части рельсовой нити на рельс без болтовых отверстий;
вваривание рельса в плеть;
выравнивание температурных напряжений в рельсовых плетях по обеим рельсовым нитям.
Ввариваемый в плеть рельс без болтовых отверстий должен иметь длину на 80мм больше вырезаемой части и не должен отличаться от плети по высоте и боковому износу головки более допускаемой величины, установленной Инструкцией по текущему содержанию пути. Кроме того, он должен удовлетворять требованиям, предъявляемым к сварке рельсов по условиям термической обработки рельсового металла и иметь наработку тоннажа не выше чем восстанавливаемая плеть.
Технология вварки в плеть рельса может быть двух видов: с частичным раскреплением плети и ее изгибом; с полным раскреплением короткой части плети и ее перемещением.
При вварке рельса с изгибом плети (рис. 3.5) на участке БВ длиной 5 м гайки отвертывают на несколько оборотов, а на участках ЕА и ГД длиной по 50 м клеммные болты, наоборот, закрепляют, чтобы исключить перемещение плети. На участке ВГ длиной 40 м клеммы снимают. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети заканчивают, когда ее торец совпадает с торцом рельсовой вставки. В процессе сварки изогнутая часть плети постепенно выпрямляется под действием продольного усилия, создаваемого сварочной машиной. При этом по окончании сварки плеть должна оставаться изогнутой; стрела остаточного изгиба, измеряемая в месте наибольшего удаления внутреннего края подошвы изогнутой плети от края реборды подкладки, должна оставаться в пределах 15-30 см; в противном случае сварной стык должен быть забракован и вырезан из плети.

|
| Рис. 3.5. Схема изгиба рельсовой плети: АБ- вставка; БВ - участок ослабления на три-четыре оборота клеммных болтов; ВГ- участок изгиба плети |
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутой часть плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек производят в направлении от замыкающего сварного стыка.
Сдвиг плети на участке ВГ при ее изгибе перед сваркой и при выправлении после сварки должен производиться по металлическим скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения поперечное перемещение плети по ним. Сварные стыки должны быть обозначены несмываемой белой краской на внутренней стороне рельса двумя парами вертикальных полос и взяты на учет в дистанции пути.
Вварка в плеть рельса должна производиться при температуре плети, отличающейся от температуры закрепления не более чем на 5 °С. Если это условие не выполнено, то необходимо перезакрепить плеть при наступлении этой температуры. Вваривают вставки, как правило, при положительных температурах; допускается вварка при температуре не ниже -10 °С.
Работой по окончательному восстановлению плети, лежащей на главном пути, руководит старший дорожный мастер, а на станционном пути - дорожный мастер.
При вварке вставки без изгиба плети перед укладкой в путь рельса без болтовых отверстий (вместо вырезанной дефектной части плети) со стороны короткой части плети в уравнительном пролете заменяют рельс на укороченный; на участке между дефектным местом и уравнительным пролетом ослабляют на три-четыре оборота клеммные болты; с помощью гидравлического натяжного устройства передвигают короткую часть плети в сторону уравнительного пролета на величину, позволяющую уложить в путь подготовленный рельс без болтовых отверстий, имеющий большую длину (с учетом ее уменьшения при сварке) по сравнению с вырезанной дефектной частью плети; после укладки этого рельса в путь производят сварку плети с уложенным рельсом в стыке со стороны длинной части плети. Затем с помощью гидравлического натяжного устройства перемещают короткий конец плети в сторону второго стыка сварки с целью создания необходимого усилия прижатия свариваемых концов рельсов.
Для обеспечения электрического контакта с губками рельсосварочной машины стыкуемые поверхности на концах рельсов должны быть предварительно зачищены до металлического блеска. После сварки грат и выдавленный металл удаляют обрубкой в горячем состоянии по всему периметру сварных стыков и места обрубки шлифуют.
Неровности на поверхности катания в месте сварки рельса не должны превышать 0,3мм на длине 1 м.
Продвижение машины ПРСМ через неостывший сварной стык, имеющий цвет каления, допускается при условии наложения на него специального металлического мостика.
После окончания сварки второго стыка, укороченный рельс в уравнительном пролете заменяют на нормальный.
Дата добавления: 2015-02-07; просмотров: 3972;