Резка с использованием одноножевой резальной машины

Основная схема одноножевой резальной машины дана на рис. 3.
При резке нож должен преодолеть сопротивление материала.
Основные факторы, определяющие сопротивление резанию:
· свойства разрезаемого материала (тип бумаги, направление волокон, влажность);
· данные, характеризующие стопу (высота стопы, длина резания);
· конструкция и состояние ножа (угол заточки, степень износа);
· траектория движения ножа во время процесса резания.
Тип резки определяется движением ножа при разрезании материала. Существуют вертикально-параллельная разрезка (для плотного материала), наклонно-параллельная, криволинейно-параллельная и наклонно-криволинейная (сабельная) резки. В одноножевых резальных машинах используется только наклонно-криволинейное (сабельное) движения ножа, поскольку, оно обеспечивает наименьшее усилие резания.

Таблица 1
Материалы/заготовки, подлежащие обработке
Таблица 2
Примеры продукции, изготовленной с помощью разрезки
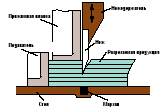
Рис. 3
Технологическая схема одноножевой бумагорезальной машины (Polar Mohr)
На рис. 4 показаны силы, действующие на режущую кромку ножа во время наклонно-криволинейной (сабельной) разрезки.
Характеристики процесса разрезки бумаги отображены в литературе. Силы сопротивления, воздействующие на клиновидный нож (рис. 4) одноножевой резальной машины, могут привести к различиям в прикладываемых усилиях (табл. 3).
На рис. 5 показана конструкция одноножевой резальной машины. Основные компоненты машины:
· закрытый корпус с направляющей ножа;
· резальный стол для поддержки стоп;
· режущее устройство с ножедержателем и приводом ножа;
· устройство прижима с прижимной балкой и ее приводом;
· панель управления;
· устройство защиты (световой барьер);
· подаватель для разрезаемой продукции с приводом и боковыми упорами.
Разрезка стопы требует следующих операций:
· загрузки, включающей:
— поднятие части стопы (80—150 мм высотой) с паллеты;
— укладку на сталкиватель;
· сталкивания, содержащего:
— раздув стопы для уменьшения трения между листами;
— выравнивание листов с двух сторон;
— удаление воздуха из разрезаемой стопы;
· транспортировки разрезаемой стопы в одноножевую резальную машину;
· резки, сопровождающейся:
— установкой размеров резки на резальной машине;
— выравниванием разрезаемой стопы в резальной машине;
— удалением обрезков со стола;
— манипулирование разрезаемым материалом в машине для подготовки следующего;
· разгрузки, включающей:
— транспортировку части обрезанной стопы в зону доставки;
— выкладывание обрезанных стоп на паллету;
— транспортировку паллет на доставку.
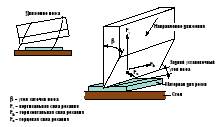
Рис. 4
Силы резания, действующие на нож при диагональном сабельном резе

Таблица 3
Характерное сопротивление резанию (диагональный сабельный рез, β = 20°, острое лезвие, угол «врезания» ножа 2–3°)
Системы разрезки или поточные линии состоят из основного и вспомогательного оборудования (рис. 7). Вспомогательные операции (погрузка, разгрузка, манипуляция стопой в одноножевой резальной машине) являются весьма существенными. На фактическую производительность резальной машины (как экономический параметр) влияют:
· высота подаваемого разрезаемого материала (от 500 до 1500 листов в стопе);
· число резов на стопу (когда для разрезания этикеток требуется до 100 резов);
· уровень автоматизации резальных систем.
Дата добавления: 2015-02-05; просмотров: 1498;