Ручное изготовление шаблонов.
Изготовление шаблонов выполняется как мастерамилюбителями, так и художникамиграфиками, особенно в сериграфии (это название применяется для творческой трафаретной печати).

Рис. 4-5
Устройство натяжения сетки с ручным зажимом и с измерительным устройством (Steinmann)
Примечание. На комбинированном измерительном устройстве помещен кронштейн, обеспечивающий необходимую регулировку натяжения трафаретной сетки
Используются следующие методы:
· вырезание. В качестве материаланосителя шаблонов используется фольга. Из ее листов изготавливаются вручную изображения, которые переносятся на сетку и приклеиваются к ней. Существует фольга для "приглаживания" или для отделения соответствующим специальным растворяющим средством;
· покрытие. Шаблонный материал переносится на сетку точно так же, как лак, например, кистью;
· вымывание. В то время как при вырезании подлежащая печати информация наносится на сетку в виде негативного изображения, при вымывании информация об изображении (с открытыми позднее для проникновения краски печатающими элементами) наносится на сетку посредством, например, водорастворимого лака. После этого сетка полностью покрывается собственно шаблонным материалом – лаком на основе другого растворителя, например, ацетона. Затем нанесённый копировальный слой вымывается (в данном примере водой), и открываются участки для прохождения краски в виде печатающих элементов изображения.
Фотомеханическое изготовление печатной формы (шаблона)
.
В настоящее время печатные формы для трафаретной печати изготавливаются преимущественно с применением копировального материала на диазооснове:
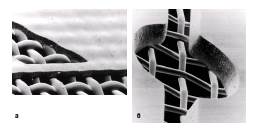
Рис. 4-6
Снимок печатной формы трафаретной печати, изготовленной фотомеханическим способом, полученный электронным микроскопом:
а форма, изготовленная прямым способом;
б форма, изготовленная комбинированным способом
· прямой способ. Для него применяют материал, затвердевающий под действием УФизлучения. Материал наносится на сетку, устанавливаемую вертикально или под небольшим углом наклона. Для достижения высокого качества и большой толщины красочного слоя при печати копировальный слой для шаблонов может наноситься на сетку многократно с промежуточными сушками. Слои наносятся как с печатной стороны, так и со стороны ракеля. Чем мельче заметна структура сетки на поверхности формы, тем лучше результаты печати. Причина заключается в том, что в печатном процессе форма должна лежать ровно на запечатываемом материале, чтобы не возникало никаких зазоров, в которые могла бы проникнуть краска. Равномерный прижим при копировании также улучшает качество, так как при этом можно избежать нерезкости и неточности при передаче печатной информации. После копирования незадубленные участки вымываются. Прямой способ изготовления удовлетворяет всем требованиям качест венной печати и поэтому находит наибольшее применение. На рис. 4-6,а показан фрагмент поверхности печатной формы;
· непрямые способы используются при высоких требованиях к точности толщины слоя краски, например при нанесении проводящей пасты на элементы солнечной батареи или запечатке панелей с определёнными толщинами красочного слоя. Фотослой, находящийся на пленкеносителе, предназначенной для точно определённой толщины слоя краски, экспонируется, проявляется и только затем переносится на сетку (приклеивается, прикатывается и пр.);
· комбинированный способ (рис. 4-4). Фотоматериал с носителем на плёнке переносится сначала на трафаретную сетку, а затем экспонируется и проявляется. Этот вид печатной формы имеет высокую точность при формировании печатных элементов (рис. 4-6,б).
Другие возможности изготовления форм и трафаретных сеток:
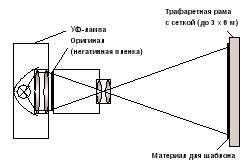
Рис. 4-7
Прямая УФ-проекция при экспонировании формы для трафаретной печати

Рис. 4-8
Нанесение изображения на трафаретную печатную форму (изготовление маски) способом струйной печати; воскообразная краска, разрешение 1016 dpi (JetScreen, Luscher).
Примечание. Светлые участки (воскообразная краска) соответствуют печатному изображению
· резка на режущем плоттере. С помощью графических программ и программ компьютерного дизайна САD можно из соответствующей плёнки нарезать шаблоны, которые затем переносятся на сетку и приклеиваются. Этот процесс сравним с изготовлением шаблонов путём вырезания вручную;
· УФпроекция для больших форматов. Чтобы сократить расходы на плёнку или иметь возможность экспонировать очень большие трафаретные формы, используются проекторы, которые экспонируют фотошаблоны УФсветом (рис. 4-7);
· струйный способ. Некоторые изготовители предлагают струйные печатные системы на базе пьезоэффекта, работающие по принципу " капля по требованию", в которых непрозрачные для УФсвета краски (воск или чернила) набрызгиваются в соответствии с изображением на сетку со светочувствительным слоем (рис. 4-8). Нанесённая таким путем краска заменяет диапозитив. УФизлучение задубливает открытые участки шаблона. И в заклю чительном проявочном процессе сформированная струйным методом красочная плёнка удаляется, а незадубленные участки вымываются;
· изготовление трафаретных ротационных форм. Изготовленные плоские формы на никелевой основе наклеиваются или привариваются (рис. 4-9) на соответствующие элементы круглой формы трафаретной печати. Круглые трафаретные бесшовные формы, например, для декоративной печати, изготавливаются гальваническим путем (рис. 4-10);
· формы трафаретной печати на сетках, изготовленных гальваническим путем (фирма Stork). Сетки, изготовленные гальваническим путем из никеля (плоские и круглые), особенно подходят для трафаретной ротационной печати (рис. 4-9). Для сетки этого вида имеется несколько возможностей изготовления шаблона:
– на сетку наносится фотополимеризующаяся композиция, и подготовленная таким образом трафаретная печатная форма как обычно экспонируется и вымывается;
– на сетку с предварительно нанесенной на нее фотополимеризующейся композицией наносится изображение краской для струйной печати, затем печатная форма экспонируется и вымывается;
– сетка с нанесённым на нее фотополимеризующимся слоем равномерно засвечивается, слой полимеризуется, а затем на сетке лазером выжигаются в полимере отверстия, соответствующие изображению;
– сетка закрывается специальным полимером, осуществляется прямая лазерная запись (488 нм). Не проэкспонированные участки вымываются.
Дата добавления: 2015-02-05; просмотров: 1081;