Штифтовые соединения
Штифты в основном предназначены для точного взаимного фиксирования деталей, а также для передачи относительно небольших нагрузок. Применяются также специальные срезающиеся штифты, служащие предохранительным элементом.
По формештифты можно разделить на:
· цилиндрические (рисунок 2.18, а, б);
· конические (рисунок 2.18, в, г, д);
· цилиндрические пружинные разрезные (рисунок 2.18, е)
· просеченные цилиндрические и другие (рисунок 2.18, ж, з)
Гладкие штифты изготовляют из стали 45 и А12, штифты с канавками и пружинные – из пружинной стали.
Цилиндрические штифты в отверстия ставят с натягом и они удерживаются от выпадания силами трения (рисунок 2.18, а), а иногда концы штифтов расклепывают (рисунок 2.18, б). Для постоянного прочного соединения обе детали сверлят и развертывают под один размер. Для возможности разборки без выколачивания штифтов соединениях на плоскости дополнительно развертываются отверстия в одной детали.
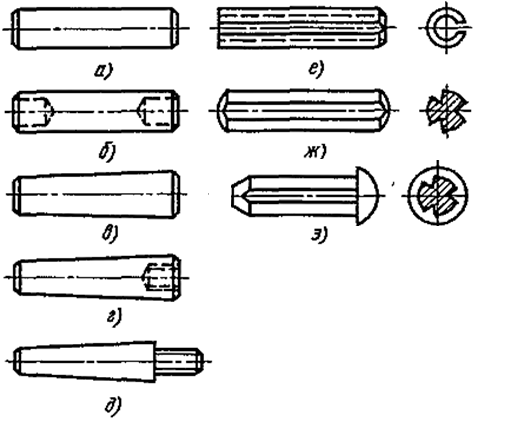
Рисунок 2.18 – Основные типы штифтов
Для постоянного прочного соединения обе детали сверлят и развертывают совместно под один размер. В соединениях по плоскости, подлежащих систематической разборке, в которых штифты предназначены для взаимного фиксирования деталей, отверстия в одной детали дополнительно развертывают, что позволяет производить разборку без выколачивания штифтов.
Наибольшее распространение имеют конические гладкие штифты. Конические штифты выполняют с конусностью 1:50, обеспечивающей надежное самоторможение и центрирование деталей.
Гладкие цилиндрические штифты изготавливают с полями допусков на основную поверхность  , на длину штифта – по
, на длину штифта – по  , на диаметр глухого отверстия – по
, на диаметр глухого отверстия – по  , на его глубину – по
, на его глубину – по  . Поля допусков резьбовых отверстий штифтов – по
. Поля допусков резьбовых отверстий штифтов – по  .
.
Основные типы конических штифтов:
а) простые, забиваемые в отверстия (рисунок 2.19, а и б), применяемые в сквозных отверстиях при возможности выбивания с противоположной стороны;
б) с резьбой для извлечения при разборке (рисунок 2.19, в, г), применяемые при установке в глухие отверстия;
в) в соединениях, подверженных толчкам и ударам, и в соединениях быстровращающихся деталей конические штифты необходимо специально предохранять от ослабления натяга и выпадания. Для этого их выполняют с прорезью и разведением концов или в виде пригонных болтов (рисунок 2.19, д):
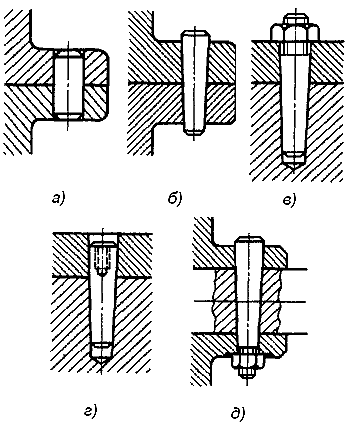
Рисунок 2.19 – Гладкие штифты
Конические штифты в основном применяют:
а) в соединениях деталей по плоскостям, стягиваемых крепежными винтами;
б) в соединениях по цилиндрическим и коническим поверхностям вал – ступица.
В соединениях деталей по плоскостям применяют обычно по два штифта и осуществляют фиксацию, тогда как основная нагрузка воспринимается силами трения в стыке, создаваемыми начальной затяжкой винтов. В соединениях деталей по цилиндрическим и коническим поверхностям при небольших нагрузках штифты заменяют шпонки.
Пружинные штифты (рисунок 2.18, е) вальцуют из ленты и закаливают. Ввиду их податливости их можно устанавливать в отверстия с большими допусками, обеспечивая надежное сцепление даже при ударной нагрузке и сохранение силы сцепления после многократной сборки и разборки.
Штифты с канавками (рисунок 2.14 ж-к) применяют преимущественно для передачи нагрузки, а так же в качестве шпонок, обычных штифтов мелких осей. При забивании штифтов в отверстия выдавленный ранее из канавок материал упруго деформируется в обратном направлении. Таким образом, создаются повышенные местные давления что повышает прочность сцепления.
При ориентировании деталей относительно друг друга (соединение крышки и корпуса) обычно используют два штифта, но для фиксации углового положения деталей, ориентирование которых обеспечивается цилиндрическим сопряжением (например, соединение круглой крышки с корпусом) достаточно одного фиксирующего штифта.
Штифтовое соединение крышки и корпуса (рисунок 2.20) образует две посадки: штифт-отверстие корпуса и штифт-отверстие крышки, а в штифтовом соединении вала с зубчатым колесом следует различать центрирующее сопряжение вал-отверстие зубчатого колеса и две собственно штифтовые посадки: штифт-отверстия (два) во втулке зубчатого колеса и штифт-отверстие вала.
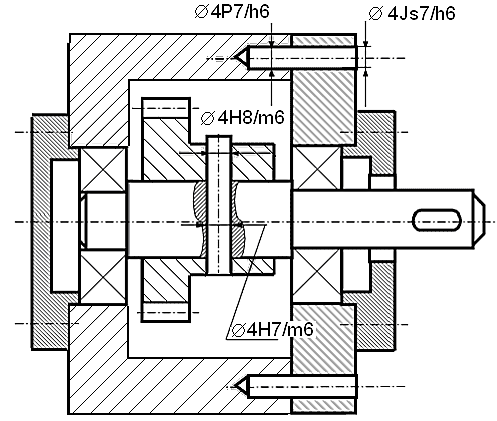
Рисунок 2.20 ‒ Пример применения штифтовых соединений
Точность центрирования деталей в штифтовом соединении вала с зубчатым колесом (шкивом, ступицей рычага и др.) обеспечивается посадкой колеса на вал. Это обычное центрирующее гладкое цилиндрическое сопряжение, для которого можно выбрать посадку с очень малыми зазорами или натягами, следовательно, предпочтительны переходные посадки.
Поскольку поле допуска на диаметр штифта одинаково по всей длине, штифтовые посадки являются посадками в системе вала. Если выбрано основное отклонение поля допуска штифта  (например,
(например,  ), посадки реализуются в системе основного вала. А если выбрать иное стандартное основное отклонение поля допуска штифта (например, m), штифтовые посадки реализуются в системе неосновного вала, например,
), посадки реализуются в системе основного вала. А если выбрать иное стандартное основное отклонение поля допуска штифта (например, m), штифтовые посадки реализуются в системе неосновного вала, например,  и
и 
Условное обозначение штифта включает:
· слово "Штифт";
· обозначение типа (тип 1 не указывают, не указывают и другие, если тип однозначно определяется стандартом);
· размеры (диаметр  и длину
и длину  штифта, при необходимости с указанием поля допуска диаметра);
штифта, при необходимости с указанием поля допуска диаметра);
· обозначение стандарта.
Примеры обозначений штифтов:
Штифт 10 m6 × 60 ГОСТ 3128-70 – штифт диаметр 10 мм, длина 60 мм.
Штифт 8 h11 × 45 Хим. Окс. прм. ГОСТ 10773-93 – штифт диаметр 8 мм и длина 45 мм, с покрытием Хим. Окс. прм..
Штифтовые соединения крышки и корпуса (рисунок 2.21) представляют достаточно сложную задачу, связанную с составлением и решением взаимосвязанных размерных цепей. Каждое штифтовое сопряжение включает в себя две простейшие размерные цепи (посадка штифта в отверстие корпуса и посадка штифта в отверстие крышки). Образовавшиеся замыкающие звенья-зазоры (натяги) – будут входить как составляющие звенья в размерные цепи, определяющие межосевые размеры штифтового соединения, а также их замыкающие звенья-зазоры (натяги) – между образующими штифтов и отверстием корпусной детали (крышки).
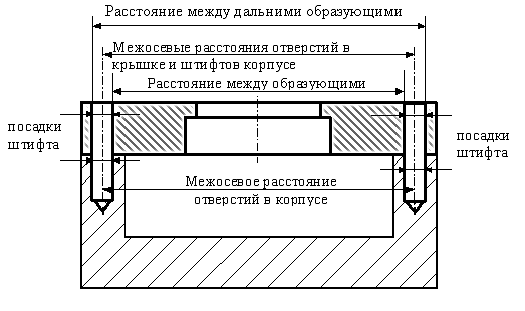
Рисунок 2.21 ‒ Эскиз соединения крышка-корпус (ориентирование по двум штифтам)
Кроме намеченных линейных размерных цепей, следует также составить и рассчитать еще и угловые размерные цепи, поскольку отклонения осей штифтовых отверстий от перпендикулярности также существенно влияет на собираемость изделия.
В связи с тем, что обеспечить точность замыкающих звеньев таких размерных цепей методами полной взаимозаменяемости бывает затруднительно, достаточно часто прибегают к «технологической компенсации» – применяют совместную окончательную обработку штифтовых отверстий в сборе. Корпус и крышку с предварительно просверленными отверстиями собирают без штифтов и крепят друг к другу, затем «совпадающие» отверстия обрабатывают разверткой, чем обеспечивается их соосное расположение при фиксированном межосевом расстоянии. Такой технологический процесс можно рассматривать как применение технологии индивидуального производства, поскольку каждая крышка подходит только к своему корпусу.
Дата добавления: 2015-02-05; просмотров: 14328;