Правило шести точек.
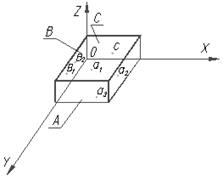
Для полного базирования деталей (заготовок) приспособлений на металлорежущих станках необходимо и достаточно создать в нем 6 опорных точек расположенных определенным образом относительно базовых поверхностей заготовок или деталей.
В зависимости от числа опорных точек, с которыми база находится в контакте различают:
установочную базу A, находящуюся в контакте с тремя опорными точками и лишающую тело трех степеней свободы (точки а1, а2, а3);
направляющую базу B, находящуюся в контакте с двумя опорными точками и лишающую тело двух степеней свободы (точки в1, в2);
опорную базу C, имеющую контакт с одной опорной точкой и лишающую тело одной степени свободы.
|
| Рисунок 2.1 Схема расположения призматической заготовки в пространстве. |
Каждая из названных баз определяет положение заготовки относительно одной из плоскостей системы координат в направлении перпендикулярном этой базе, т.е. в направлении одной из координатных осей.
Очевидно, что для полного ориентирования заготовки в приспособлении необходим комплект из трех баз.
В практике во многих случаях нет необходимости в полном ориентировании с использованием всего комплекта из трех баз («неполная схема базирования»).
Например, при обработке плоскости ориентирование заготовки на станке в направлении горизонтальных осей координат для получения требуемого размера а не имеет значения, поэтому боковые поверхности заготовки теряют значение баз (боковые поверхности используются только для закрепления и в процессе базирования не участвуют).
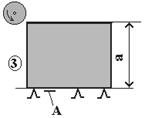
| Рисунок 2.2 Пример неполной схемы базирования призматической заготовки. а – выдерживаемый размер |
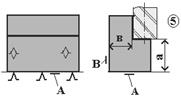
Для получения у заготовки двух размеров, например, a и в возникает необходимость ее ориентирования с помощью установочной базы –A и с помощью направляющей базы - B.
|
| Рисунок 2.3 Пример неполной схемы базирования призматической заготовки. а, в – выдерживаемые размеры |
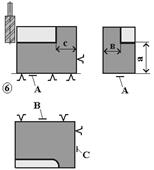
В случае, когда требуется обеспечить выполнение трех размеров а , в и с, для ориентирования заготовки необходимо использование всего комплекта из трех баз, т. е. поверхностей A, B, C.
|
| Рисунок 2.4 Пример полной схемы базирования. а, в, с – выдерживаемые размеры |
При обработке цилиндрических заготовок для их базирования во многих случаях тоже нет необходимости в использовании комплекта всех трех баз.
Так при установке валов в центрах (для обтачивания на токарных станках или наружного шлифования) они базируются по конусам центровых отверстий и лишаются пяти степеней свободы.

|
| Рисунок 2.5 Схема базирования: «короткий конус» (центра). |
Таким образом, в зависимости от технологической задачи, решаемой при обработке заготовки, при ее базировании в приспособлении или на станке могут быть использованы одна или все три базы, содержащие три, четыре, пять или шесть опорных точек.
Существует понятия:
главная базирующая поверхность - это поверхность при установке на которую деталь имеет наибольшую устойчивость. Она содержит 3 (или более) опорные точки, является наиболее протяженной в сравнении с другими поверхностями;
свободная (несопрягаемая) поверхность - не участвует ни в обработке, при сборке не контактирует с другими поверхностями;
исполнительная поверхность - которая в данный момент может обрабатываться.
Дата добавления: 2015-01-29; просмотров: 3757;