Звездочки
Работоспособность цепной передачи во многом зависит от качества изготовления звездочек. Особое значение имеет точность изготовления рабочих элементов звездочки, качество поверхности, материал и термообработка. Звездочки изготавливают из серого чугуна (СЧ18-36; СЧ1-40; СЧ24-44; СЧ28-48) из цементуемых сталей (15, 15Х) с последующей закалкой или закаливаемых сталей (40, 40Х) и др.
Звездочки цепных передач профилируются в зависимости от типа цепи по ГОСТ 591-69, предусматривающему износоустойчивые профили без смещения (рис. 11.4, а) для кинематически точных передач и со смещением для остальных передач (рис. 11.4, б). Профиль со смещением отличается тем, что впадина между зубьями очерчена из двух центров, смещенных на величину ℓ = 0,03t.
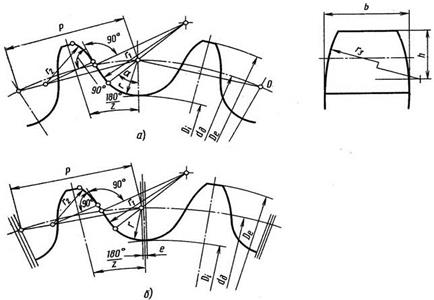
Рис. 11.6. Профиль зубьев звездочки
без смещения (а), со смещением (б)
Делительная окружность звездочек приходит через центры шарниров цепи. Диаметр делительной окружности:
dq =  . (11.1)
. (11.1)
Диаметр окружности выступов звездочки:
D = t(0,5+ctg  . (11.2)
. (11.2)
Ширина зубчатого венца звездочки для однорядной, двух- и трехрядной цепи:
B ≈ 0,9 ВВН – 0,15, мм
где ВВН – расстояние в свету между внутренними пластинами.
Для увеличения долговечности цепной передачи необходимо по возможности принимать большее число зубьев меньшей (ведущей) звездочки, так как при малом числе зубьев в зацеплении находится небольшое число звеньев, что снижает плавность работы передачи и увеличивает износ цепи из-за большого угла поворота шарнира.
Поэтому число зубьев малой звездочки Z1 принимают из условия обеспечения минимальных габаритных размеров и плавности хода передачи по эмпирическим зависимостям.
Для роликовых (втулочных цепей):
Z1min = 29 – 2u ≥ 13, (11.3)
для зубчатой цепи:
Z1min = 35 – 2u . (11.4)
В зависимости от частоты вращения Z1min выбирают при высоких частотах вращения Z1min=19…23; средних 17…19, а при низких 13…15. В передачах зубчатыми цепями Z1min следует принимать на 20…30% больше.
Однако по мере износа и вытягивания цепи ее шарниры поднимаются по профилю звездочки от ножки к вершине, причем тем больше, чем больше число зубьев звездочки. При весьма большом числе зубьев даже у мало изношенной цепи в результате радиального сползания по профилю зубьев цепь соскальзывает со звездочки. Поэтому максимальное число зубьев звездочки ограничивают: для втулочной цепи Z2 ≤ 90, для роликовой Z2 ≤ 120, для зубчатой Z2 ≤ 140.
Предпочтительно принимать нечетное число зубьев звездочек (особенно малой), что в сочетании с четным числом звеньев цепи соответствует более равномерному ее изнашиванию. Еще более благоприятно, с точки зрения износа, выбирать число зубьев малой звездочки из ряда простых чисел.
Профилирование звездочек передач с зубчатыми цепями (ГОСТ 13576-81) значительно проще, так как рабочие профили зубьев прямолинейны (рис. 11.5).
Диаметр делительной окружности звездочки определяется по формуле (11.2), что и для роликовых цепей, а диаметр окружности выступов звездочек равен:
De = t ctg  .
.
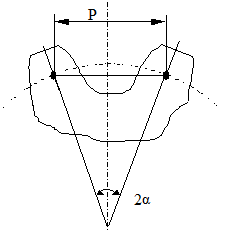
Рис. 11.7. Определение диаметра
делительной окружности звездочки
Угол вклинивания цепи α = 60°.
Двойной угол впадины зуба
2β = α – φ.
Угол заострения зуба
γ = 30˚ – φ,
где φ = 360°/ Z.
Ширина зубчатого венца звездочки
В = b + 2S,
где S – толщина пластины цепи.
Основными материалами для изготовления звездочек являются среднеуглеродистые и легированные стали 45, 40Х, 50Г2, 35ХГСА, 40ХН с поверхностной или объемной закалкой до твердости 45…55НRCэ или цементуемые стали 15, 20Х, 12ХН3А с цементацией на 1…1,5 мм и закалкой до НRCэ 55…60.
Звездочки с большим числом зубьев тихоходных передач (до 3 м/с) при отсутствии ударных нагрузок допустимо изготавливать из чугуна СЧ 20, СЧ 30 с закалкой.
Дата добавления: 2015-01-26; просмотров: 2076;