Сверление, зенкерование, нарезание резьбы
Сверление - это слесарная операция, представляющая собой один из видов резания металла с помощью инструмента, называемого сверлом, совершающего вращательные и поступательные движения.
Сверление является весьма распространенной операцией, как на разнообразных машиностроительных заводах, так и в слесарных и механических мастерских, особенно при монтажно - сборочных работах.
Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы,
зенкирование и развёртыва-ния.
Сверление применяется:
• для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
• для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия, дюралюминия и электрона – 45 градусов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими.
Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
Зенкерование. Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
Зенкерованием называется процесс обработки зенкерами (рисунок 13.1) цилиндрических отверстий после отливки, штамповки или после сверления.
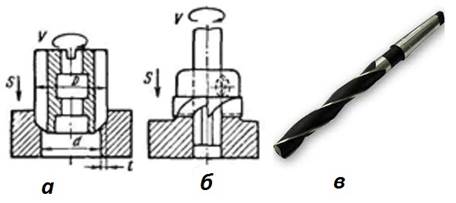
Зенкерование: а - цилиндрических отверстий, б - торцовых поверхностей, в - зенкер (коллаж автора)
Зенкерованне обеспечивает точность отверстия в пределах 9-11-го квалитетов и шероховатость поверхности в пределах Ra 10...2,5 (Rz = 40...10) мкм, ликвидирует овальность, конусность и другие дефекты.
Так как у зенкеров в отличие от сверл не две, а три или четыре режущие кромки, нет перемычки и направление благодаря большей жесткости лучше, чем у сверла, зенкерованне выполняют с подачами в несколько раз большими, чем сверление, поэтому рекомендуется по возможности рассверливание отверстий заменять зенкерованием.
Зенкерование большей частью является промежуточной операцией между сверлением и развертыванием, поэтому диаметр зенкера должен быть меньше окончательного отверстия на величину припуска, снимаемого разверткой.
Зенкование. Зенкованием называется процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
Зенковки бывают:
1. цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика;
2. коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов;
Нарезание резьбы. называется ее образование снятием стружки (а также пластическим деформированием) на наружных или внутреннех поверхностях заготовок деталей.
Резьба бывает наружной и внутреней. Деталь (стержень) с наружной резьбой называется винтом , а с внутренней - гайкой. Эти резьбы изготовляют на станках и вручную.
Общие сведения. Резьбы на деталях получают нарезанием на свелильных, резьбонарезных и токарных станках, а также накатыванием, то есть методом пластических деформаций. Инструментом для накатывания служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную.
Внутреннюю резьбу нарезают метчиками, наружную - плашками, прогонками и другими инструментами.
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят по назначению - на ручные, машинно-ручные и машинные; в зависимости и от профиля нарезаемой резьбы - для метрической, дюймовой трубной резьб; по конструкции - на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
Метчик состоит из двух основных частей - рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками и служит для нарезания резьбы. Метчики с винтовыми канавками применяют для нарезания точных резьб. Рабочая часть метчика состоит из заборной и калибрующей.
Заборная (или режущая) часть обычно делается в виде конуса; она производит основную работу при нарезании резьбы.В метчиках для вязких металлов на заборной части имеется скос 6...100 в направлении, обратном направлению резьбы: при,правой резьбе скос левый, при левой - правый. Это улучшает отвод стружки.
Калибрующая (направляющая) часть - резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик - стержень служит для. закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями. Режущие перья (зубья) имеют форму клина.
Клепка
Клепкой металла называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками.
Клепка металла применяется для создания неразъемного соединения деталей, а также соединения листового полосового и фасонного металла. Заклепочные соединения применяют при ремонтах воздуховодов и вентиляторов, а также при изготовлении отдельных деталей вентиляционных систем.
Клепка металла подразделяется на холодную, горячую и смешанную. Заклепки изготовляются из мягкой стали и состоят из цилиндрического стержня и головки, называемой закладной.
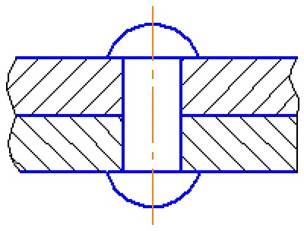
Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных частей.
Толщина заклепок выбирается расчетом. Длина стержня заклепки между головками не должна превышать пяти диаметров стержня; в случае отсутствия этого соотношения следует заклепочное соединение заменить болтовым. Клепку производят на специальных стальных поддержках, имеющих углубление по форме головки заклепки, чтобы не смять ее при расклепывании.
Чтобы поддержка не отскакивала от головки при нанесения ударов молотком, вес ее должен быть в 4—5 раз больше веса молотка. Молоток по весу выбирают в зависимости от диаметра стержня заклепки.
Для склепывания деталей, кроме слесарного молотка (лучше с квадратным бойком) и стальной поддержки, применяют стальную натяжку для уплотнения и прижимания склепываемых деталей друг к другу и к головке заклепки и стальную обжимку для окончательного формирования замыкающей головки.
Натяжки и обжимки изготовляются из инструментальной стали У8. Их рабочий конец на длине около 15 мм закаливается
Дата добавления: 2015-01-24; просмотров: 17775;