Лекция 14. 3.Определение последовательности обработки поверхностей
Определение последовательности обработки проводится технологом во всех случаях проектирования технологического процесса с учетом требований точности выполнения размера, возможностей его автоматического выдерживания, возможности настройки оборудования и т.д. При решении этого вопроса принимаются во внимание следующие условия:
1) Простановка размера;
2) Технологические требования на расположение поверхностей;
3) Ранг поверхностей.
Простановка размеров:
1) Цепная;
2) Координатная (от одной базы);
3) Смешанная.
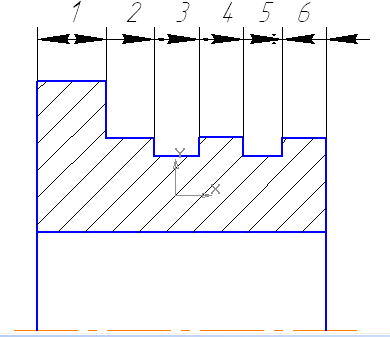
Цепная
Обработку можно начинать с любой поверхности.
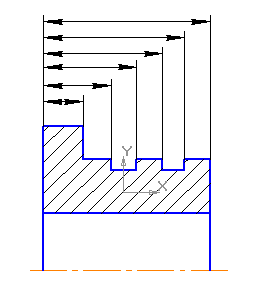
Координатная
Начинаем с первой поверхности, потом любая.
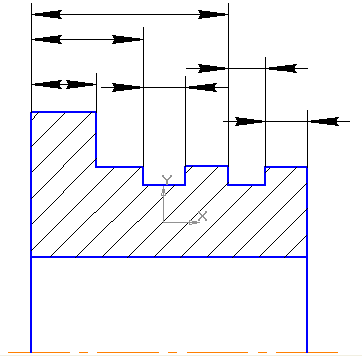 Смешанная
Смешанная
При цепной простановке размеров обработку можно начинать с любой поверхности (предпочтительнее с первой). Дальше обработка по цепочке.
При координатной простановке размеров обработка начинается с базовой поверхности (поверхность 1). Дальше в любой последовательности.
При смешанной простановке размеров поверхности, имеющие координатную простановку, обрабатываются от базы в любой последовательности, а поверхности, имеющие цепную простановку, по цепочке.
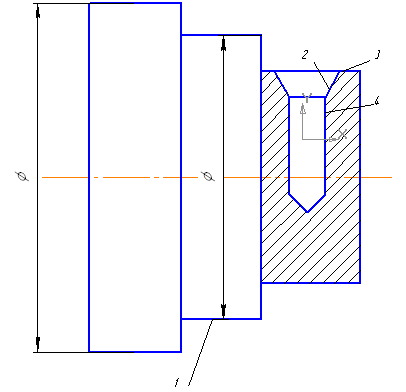
Технологические требования на распределение поверхностей:
Варианты обработки 
Варианты обработки:
I. 1) обработка наружной поверхности;
2)сверление внутреннего отверстия;
3)расточка.
II. 1) сверление;
2) расточка;
3)обточка наружной поверхности.
Во время второго варианта обработки формируется внутренняя ось, затем фиксируется, жесткость увеличивается и на обточку наружной поверхности не влияет.
Всегда происходит увод сверла. В рассмотренном примере требования по распределению внутренней и корпусной поверхности может быть выдержана только по второму варианту, т.к. при обработке внутренних поверхностей жесткость технологической системы низкая, происходит увод оси отверстия. Для обеспечения заданного требования необходимо отверстие использовать в качестве установочной базы, фиксируя сформированную ось этого отверстия. Относительно этой оси выработать наружную поверхность это правило является общим для всех деталей, т.е. необходимо стремиться в чистовом этапе внутренние поверхности обрабатывать раньше, чем наружные.
Ранг поверхностей:
 1→3→2→4
1→3→2→4
↓
↓
Дата добавления: 2015-01-19; просмотров: 1815;