Конструкторско-технологический анализ чертежа детали
Запуск в серийное производство нового изделия начинается с технологической проработки конструкторской документации. Такая проработка обычно проводится и ранее (на этапе конструирования), т.е. технологическая служба КБ оценивает возможность производства детали с минимальными затратами. При передаче конструкторской документации на серийное предприятие проводится технологическая проработка из условий производственных возможностей предприятия и его традиций. В ходе этой работы проверяется согласование конструкторских измерений изделия, которые должны привести к уменьшению затрат на подготовку производства и времени освоения изделия.
При проведении такого анализа необходимо оценивать технологичность по целому ряду критериев:
1) Возможность получения заготовки прогрессивными методами с высоким КИМ;
2) По обрабатываемости материала (Ст. 45 = 1);
3) По условиям (необходимости) проведения ТО.
ТО может применяться:
1) Для увеличения коэффициента обрабатываемости (не для всех материалов);
2) Для снятия статических напряжений (для маложестких деталей после чернового этапа);
3) ТО и ТХО проводится для обеспечения заданной точности по всему сечению детали;
4) По точности формы, размеров и расположению поверхностей;
При проведении такого анализа выявляется соответствие точности средней точности методов обработки. Особое внимание обращается на точность формы и расположения поверхностей, т.к. эти размеры часто являются более значимыми, т.е. их сложнее обеспечить чем точность размера. При проведении анализа важно не просто констатировать требования, заданные в чертеже, а определять влияние этих требований на технологический процесс и определять пути решения проблем, которые удалось выявить.
5) По схеме постановки конструкторских размеров;
6) В соответствии с требованиями инструментодоступности;
7) Обеспечение соответствия стандартному ряду инструментов;
8) Соответствие элементов деталей требованиям унификации;
9) Соответствие шероховатости поверхностей и точности.
Пример 1: влияние простановки размеров на технологичность.
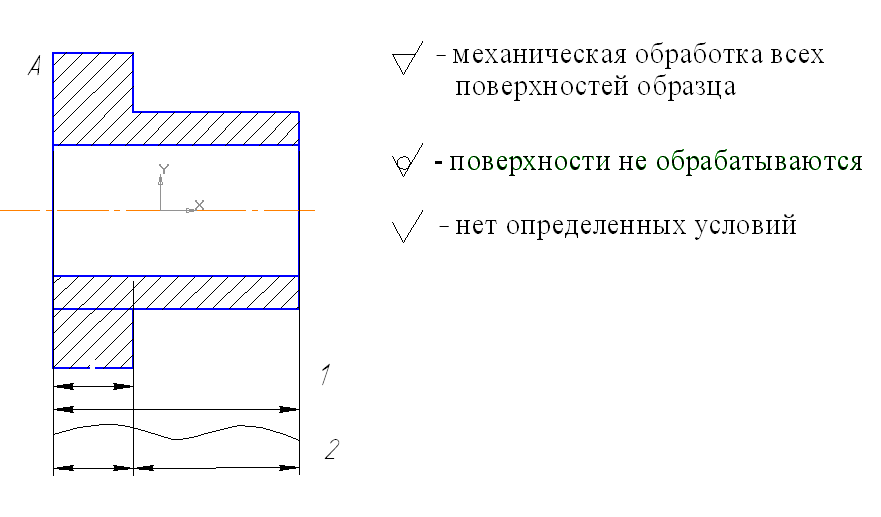
 1 и 2 равноправные варианты.
1 и 2 равноправные варианты.
Нужна еще одна чистовая обработка.
2 вариант технологичнее, чем 1.
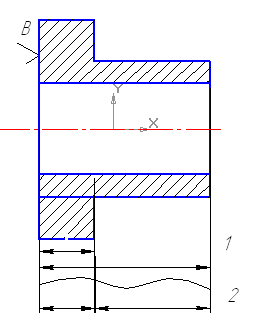
Анализ приведенных вариантов чертежей деталей показывает, что в варианте А простановки конструкторских размеров 1 и 2 являются одинаково технологичными, т.к. деталь может быть изготовлена в одной операции на револьверном станке. При этом пространство операционных размеров может быть такой же, как и конструкторская простановка. При этом изменяется только последовательность наладки станка, т.е. перемещение упоров. В варианте B простановка размеров 1 является менее технологичной, т.к. при данной обработке торца (  ) будут одновременно изменяться 2 конструкторских размера, что потребует или дополнительной обработки до торца, или увеличение точности на первой операции.
) будут одновременно изменяться 2 конструкторских размера, что потребует или дополнительной обработки до торца, или увеличение точности на первой операции.
Пример 2:
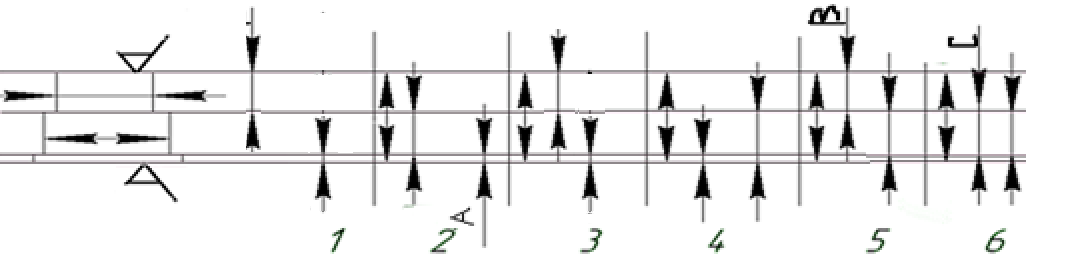
Если в конструкции детали часть поверхностей могут остаться необработанными (формируются в заготовленном пространстве), а другие поверхности обрабатываются в механическом цехе, то «азбука конструирования» требует, чтобы в чертежах были осуществлены 2 схемы простановки размеров: одна связывает необрабатываемые поверхности, а другая обрабатываемые. Эти 2 схемы между собой должны быть связаны только одним размером (по каждой координате), если это условие нарушено, то деталь должна обрабатываться только по разметке, что существенно увеличивает стоимость.
1 – не соответствует данному правилу, следовательно не технологичен;
3, 4 – также не соответствуют;
2 – соответствует этому правилу, но для выдерживания размера А нет хорошей осевой базы;
5 – не технологичен, т.к. для выдерживания размера В нужна специальная оснастка;
6 – наиболее технологичен, т.к. заготовка устанавливается в трехкулачковый патрон и легко настраивается размер С.
Дата добавления: 2015-01-19; просмотров: 6659;