Последовательность выполнения лабораторной работы. 4.1. По чертежу детали вычертить чертеж отливки
4.1. По чертежу детали вычертить чертеж отливки. Припуски на механическую обработку и допуски на размеры выбирают по методическими указаниями «Расчет отливки и оценка способа литья». табл. Е, Ж,
4.2. Начертить:
а) эскиз модели;
б) эскиз модельно – литникового блока;
в) форму - опоку в разрезе, подготовленную под заливку металлом.
4.3. Рассчитать размеры рабочей полости прессформы.
Рабочая полость прессформ отличается от размеров будущей отливки на величину суммарной усадки с учетом допусков на размер, отливки и на изготовление прессформы.
|
|
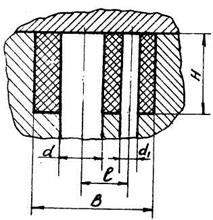
Рис. 17 а) определение межцентровых расстояний с учетом усадки;
б) действие свободной усадки
Межцентровые расстояния l (рис.17.а) определяют только с учетом усадки, так как допуск на эти размеры задается симметрично:
 мм,
мм,
где Σк. – относительная суммарная усадка в %;
lф. - длинна прессформы, мм;
lотл. – длинна отливки, мм.
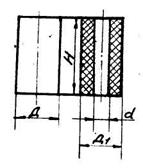
Внешние размеры полости определяют по формуле:
 мм,
мм,
где Вф. – ширина прессформы, мм;
Вотл. – ширина отливки, мм;
аотл. – допуск на размер литой детали, мм;
аф. – допуск на изготовление прессформ, мм; зависит от класса точности механической обработки, от сложности прессформы.
аф. = δ3 + (0,002 ÷0,003) *Рл.д.
δ3 – допуск предусматривающий погрешности размеров на изготовление модели.δ3 = 0,05÷0,06 мм.
Рл.д. – припуск на размер литой детали, мм.
Внешние размеры Н, оформляющиеся в обеих половинках формы, рассчитывают по формуле:
Где Нф. – высота прессформы, мм;
Нотл. – высота отливки, мм.
Внутренние размеры d и d1 (рис. 17.б), получающиеся на стержнях, определяются по формуле:
 , мм.
, мм.
Суммарная усадка Σк складывается из изменений размеров на различных этапах технологического процесса:
Σк = Кмод. + (- Кпокр.) + Кспл., %
Где Кмод. – усадка модельного состава в прессформе (находится в пределах 0,8 – 1,0%);
Кпокр. – расширение керамического покрытия при нагревании в процессе обжига (составляет 1,4 – 1,5% при 9000);
Кспл. – усадка заливаемого сплава (для стали составляет 1,8 – 3,0%) приложение 1 таблица.
5.Усадка
«Затруднение» усадка происходит при охлаждении модели в стальной прессформе и при охлаждении сплава в керамической форме. По размеру Д и Н происходит свободная усадка (рис.17.б).
Усадка на стержне по размеру d называется «затруднённой». Смешанная усадка наблюдается по размеру Д1, так как усадке внешней поверхности косвенным образом препятствует стержень.
5. Требования к отчёту
Отчёт должен быть оформлен на стандартных листах бумаги формата А4. Отчёт должен содержать:
а) схему технологического процесса изготовления отливки;
б) чертёж отливки;
в) эскиз модельно - литникового блока;
г) расчёт размеров рабочей полости прессформы.
Вопросы для самопроверки:
1. В чём заключается сущность метода литья по выплавляемым моделям?
2. Каким образом оформляется модельно – литниковый блок?
3. Последовательность операции, которая соблюдается при получении отливок.
4. Какая шероховатость поверхности получается у отливок?
5. Какие модельные составы разработаны и опробованы в современной промышленности?
6. Каким требованиям должна удовлетворять конструкция прессформы?
7. Каковы преимущества и недостатки литья по выплавляемым моделям?
Приложение 1.
Таблица 1
Удельная скорость заливки, К 
| Наименование сплава | К , 
|
| Чугун серый | 1  2,5 2,5
|
| Сталь углеродистая | 0,8 1,5
|
| Бронза оловянистая | 1,0 2,0
|
| Латунь | 0,75 1,5
|
| Алюминиевые сплавы | 1,5 3,0
|
Таблица 2
Продолжительность заливки, t
| Масса отливки, кг | Время заливки, С | |
| Отливка из серого чугуна и алюминиевых сплавов | Отливка из стали и медных сплавов | |
| 3 - 5 | 5 – 8 | |
| 4 – 6 | 7 – 10 | |
| 7 – 10 | 8 – 12 | |
| 8 – 12 | 10 – 15 | |
| 10 – 15 | 12 - 20 |
Таблица 3
Высота знаков цилиндрических стержней
| Диаметр стержня, мм | Высота знаков стержней, мм | |
| Вертикальный стержень | Горизонтальный стержень | |
| До 30 | ||
| 31 – 50 | ||
| 51 – 100 | ||
| 101 - 200 |
Таблица 4
Формовочные уклоны
| Высота поверхности, мм | Величина уклона | ||||
| Моделей | Стержневых ящиков | ||||
| металлических | деревянных | металлических | деревянных | ||
| Свыше | До | Не более | |||
| __ | 1030' | 30 | 30 | 30 | |
| 10 | 1030' | 20 | 2030' | ||
| 0045' | 10 | 10 | 1030' | ||
| 0030' | 0045' | 0045' | 10 | ||
| 0030' | 0030' | 0030' | 10 | ||
| 0020' | 0030' | 0030' | 0045' |
Таблица 5
Линейная усадка сплавов
| Наименование сплава | Категория литья (масса отливки, кг) | Линейная усадка, % |
| Серый чугун | Мелкое (менее 10) Среднее (от 10 до 100) | 0,8 – 1,2 0,6 – 1,0 |
| Углеродистая сталь | Мелкое (менее 10) Среднее (от 10 до 100) | 1,8 – 2,2 1,6 – 2,0 |
| Медные сплавы | Мелкое (менее 10) Среднее (от 10 до 100) | 1,4 – 1,6 1,0 – 1,4 |
| Алюминиевые и магниевые сплавы | Мелкое (до 5) Среднее (от 5 до 30) Крупное (более 30) | 0,8 – 1,2 0,5 – 1,0 0,3 – 0,8 |
Таблица 6
Рекомендуемые температуры заливки сплавов в формы
| Сплав | Толщина стенки, мм | Температура заливки, 0С |
| Серый чугун | До 4 4 – 10 10 – 20 20 – 50 50 – 100 100 – 150 | 1450 – 1470 1430 – 1360 1400 – 1330 1380 – 1310 1340 – 1250 1300 – 1230 1280 – 1220 |
| Ковкий чугун | До 4 4 – 10 10 – 20 | 1480 – 1400 1460 – 1380 1430 – 1370 1430 – 1300 |
| Сталь углеродистая и низколегированная | 1430 – 1480 | |
| Сталь высокоуглеродистая и марганцовистая | 1360 - 1400 | |
| Сталь высоколегированная | 1050 – 1150 | |
| Бронза | 720 – 730 | |
| Алюминиевые сплавы | 720 - 780 |
ПРИМЕЧАНИЕ: Чем выше температура заливки, тем лучше жидкотекучесть металла, но при этом увеличивается усадка. Обычно температуру заливки выбирают больше температуры плавления примерно на 15%.
Дата добавления: 2015-01-15; просмотров: 1362;