Штамповка на молотах и прессах
Штамповка на молотах. Наиболее распространена штамповка на паровоздушном штамповочном молоте двойного действия (рис. 19, а). По принципу действия он аналогичен ковочному молоту. Отличается штамповочный молот от молота двойного действия для ковки тем, что он имеет большую длину направляющих 4 для движения бабы 7 и большую точность регулирования усиленных направляющих. Отношение массы шабота к массе падающих частей также большее и составляет 20—25. Стойки 5 молота установлены на шаботе / и соединены с ним болтами 3 с пружинами 2, которые несколько амортизируют удар, предохраняя тем самым болты от поломки. Жесткая конструкция молота обеспечивает более полное использование энергии удара и большую точность штамповки. Ковочным паровоздушным молотом управляет машинист, штамповочным — непосредственно кузнец-штамповщик. В зависимости от степени нажатия на педаль молот совершает удары различной силы. Паровоздушные штамповочные молоты изготовляют с массой падающих частей 0,5—35 т.
Фрикционные штамповочные молоты с доской (рис. 19, б) изготовляют с падающими частями массой 500—1500 кг. Для штамповки доска 11 с бабой 7 поднимается роликами 9.
В последние годы для штамповки находят применение бесшаботные молоты (рис. 19, в) с двусторонним встречным ударом баб. Фундаменты таких молотов в 8—10 раз меньше, чем фундаменты паровоздушных молотов. Эти молоты могут быть либо с одним паровоздушным цилиндром для движения верхней бабы, которая через соответствующие тяги синхронно приводит в движение нижнюю бабу, либо с двумя цилиндрами для синхронного привода обеих баб, т. е. с независимым приводом нижней бабы. Бесшаботные молоты рассчитывают на энергию удара 100—1000 кДж. Молот с энергией удара 1 МДж эквивалентен паровоздушному штамповочному молоту двойного действия с массой падающих частей 50 т. К недостаткам бесшаботных молотов относят некоторые неудобства работы при движении обеих баб, поэтому их используют для одноручьевой штамповки.
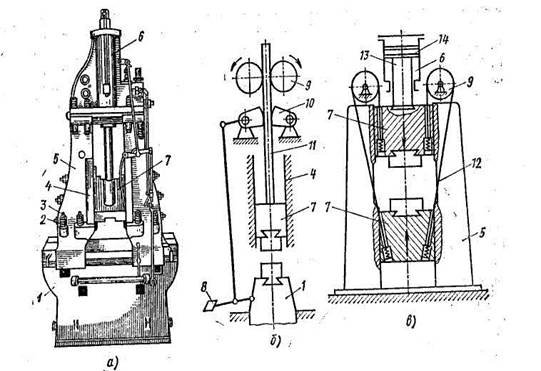
Рис. 19. Штамповочные молоты:
а – паровоздушный; б – фрикционный с доской;
в – бесшаботный с двухсторонним ударом;
1 – шабот; 2 – пружина; 3 – болт с гайкой; 4 – направляющие; 5 – стойки;
6 – рабочий цилиндр; 7 – баба;8 – педаль; 9 – ролики; 10 – кулачки;
11 – доска; 12 – гибкие тяги; 13 – шток; 14 – поршень.
На штамповочных молотах штамповка производится в открытых и закрытых штампах. На рис. 20 показаны молотовой многоручьевой открытый штамп и схема штамповки шатуна по переходам. Назначение ручьев штампов приведено ниже.
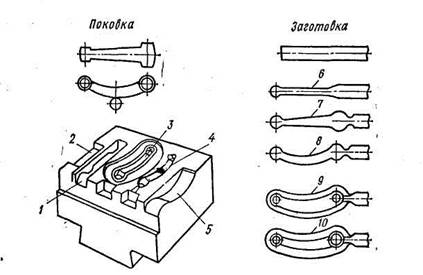
Рис. 20. Молотовой открытый многоручьевой штамп и схема штамповки
поковки с удлиненной изогнутой осью по переходам; ручьи:
1 – подкатной; 2 – протяжной; 3 – окончательный; 4 – предварительный;
5 – гибочный; переходы штамповки: 6 – протяжка; 7 – подкатка; 8 – гибка;
9 – предварительная штамповка;10 – окончательная штамповка ее поперечного сечения.
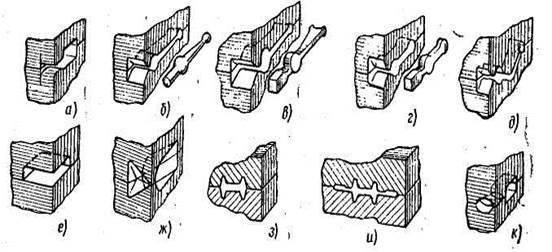
Заготовительные ручьи. Протяжной ручей (рис. 21, а, к) .выполнен в виде бойков и предназначен для увеличения длины отдельных участков заготовки за счет уменьшения площади
Подкатной ручей (рис. 21, б) предназначен для местного увеличения сечения заготовки за счет уменьшения сечения соседних участков. Подкатку выполняют за несколько ударов молота с кантовкой заготовки вокруг продольной оси после каждого удара. Пережимной ручей (рис. 21, в) аналогичен по форме подкатному и предназначен для местного уширення заготовки в плоскости, перпендикулярной к деформирующей силе. В пережимном ручье металл заготовки в осевом направлении почти не перемещается. Заготовка обрабатывается в нем без кантовки за один-два удара и без перемены положения переносится в окончательный ручей.
Формовочныйручей (рис. 21, г) предназначен для придания заготовке формы,
|
| Рис. 21. Ручьи молотовых штампов (по А.Н. Брюханову) |
соответствующей форме поковки в плоскости разъема. В этом ручье заготовку не кантуют, а ее поперечные сечения изменяются по площади незначительно, перемещение металла вдоль оси невелико.
Из формовочного ручья заготовку переносят в предварительный или окончательный ручей с поворотом вокруг оси на 90°. Гибочный ручей (рис. 21, д) предназначен для изгиба заготовки в соответствии с формой поковки в плане. Площадка для осадки (рис. 21, е) предназначена для осадки заготовки в торец до требуемых размеров по высоте и диаметру. Применяется при штамповке заготовок, имеющих в плане форму круга или форму, близкую к нему. Осадку выполняют за один или несколько ударов. Отрубной ручей (рис. 21, ж) служит для отделения поковки от прутка.
Дата добавления: 2015-01-15; просмотров: 3442;