Режим ручной дуговой сварки
Основным параметром режима ручной дуговой сварки является сварочный ток (А), который выбирают в зависимости от диаметра и типа металла электрода:
 ; (16.1)
; (16.1)
где  – опытный коэффициент, равный 40...60 для электродов со стержнем из низкоуглеродистой стали и 35...40 для электродов со стержнем из высоколегированной стали при выполнении сварки в нижнем положении, А/мм;
– опытный коэффициент, равный 40...60 для электродов со стержнем из низкоуглеродистой стали и 35...40 для электродов со стержнем из высоколегированной стали при выполнении сварки в нижнем положении, А/мм;
 – диаметр стержня электрода, мм.
– диаметр стержня электрода, мм.
Диаметр электродов выбирают исходя из толщины стали  при сварке стыковых швов и катета при сварке угловых:
при сварке стыковых швов и катета при сварке угловых:

| 1 – 2 | 3 – 5 | 4 – 10 | 12 – 24 и более |

| 2 – 3 | 3 – 4 | 4 – 5 | 5 – 6 |
 При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовки. При больших толщинах металла выполняют одностороннюю и двустороннюю разделку кромок.
При толщине стали до 6 мм можно сваривать по зазору без разделки кромок заготовки. При больших толщинах металла выполняют одностороннюю и двустороннюю разделку кромок.
Разделку выполняют путем скоса свариваемых кромок, каждой под углом 30°, при этом в корне оставляют притупление кромок 1...3 мм для предотвращения сквозного прожога и вытекания расплавленного металла сварочной ванны. Разделка необходима для обеспечения полного провара по толщине. Металл толщиной свыше 10 мм сваривают многослойным швом.
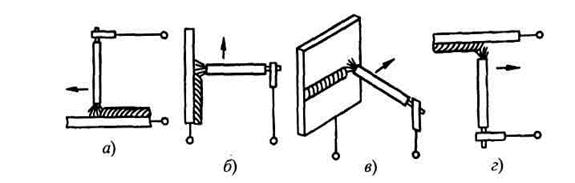
Рис. 16.2 – Возможные пространственные положения при ручной сварке: а – нижнее; б – вертикальное: в – горизонтальное; г – потолочное
 Ручная сварка позволяет выполнять швы в различных пространственных положениях - нижнем, вертикальном, горизонтальном и потолочном (рис. 16.2). При сварке на вертикальной плоскости ток уменьшают на 10...15 %, в потолочном положении на 15...20 % по сравнению с током для сварки в нижнем положении. При этом сварку выполняют электродами диаметром не более 4 мм.
Ручная сварка позволяет выполнять швы в различных пространственных положениях - нижнем, вертикальном, горизонтальном и потолочном (рис. 16.2). При сварке на вертикальной плоскости ток уменьшают на 10...15 %, в потолочном положении на 15...20 % по сравнению с током для сварки в нижнем положении. При этом сварку выполняют электродами диаметром не более 4 мм.
Напряжение дуги изменяется в пределах 16...30 В, скорость сварки выбирает сварщик исходя из необходимости проплавления свариваемого сечения и заполнения разделки кромок наплавленным металлом (при расчетах принимают равной 5...7 м/ч).
Производительность процесса сварки (  ) определяется сварочным током и коэффициентом наплавки (
) определяется сварочным током и коэффициентом наплавки (  ) применяемого электрода:
) применяемого электрода:
 (16.2)
(16.2)
 (16.3)
(16.3)
где  – масса наплавленного металла, г, полученного за время t, ч.
– масса наплавленного металла, г, полученного за время t, ч.
У электродов для сварки конструкций из углеродистых и низколегированных сталей изменяется в пределах от 8 до 14г/(А*ч).
Ручная сварка удобна при выполнении коротких криволинейных швов в любых пространственных положениях, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке
конструкций сложной формы.
Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом. Это обусловлено тем, что ток при ручной сварке покрытыми электродами ограничен, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. Ручную сварку постепенно заменяют механизированной в атмосфере защитных газов.
Дата добавления: 2015-03-26; просмотров: 1510;