Сверление, зенкерование, развертывание
В этой теме рассматривается обработка отверстий сверлами, зенкерами и развертками, т.е. сверление, зенкерование и развертывание. Эти виды обработки отверстий применяются в зависимости от требуемой точности размера отверстия и качества обработанной поверхности.
Во всех случаях главным движением является вращательное движение инструмента, а движением подачи – поступательное перемещение его вдоль оси вращения.
Сверлами обычно обрабатываются отверстия в сплошном материале, когда требуется получить отверстия невысокой точности. Более точные отверстия после сверления обрабатываются зенкерами и развертками. В этом случае точность отверстий обеспечивается лучшим центрированием инструмента (благодаря наличию большего числа режущих лезвий), повышенной жесткостью инструмента и более легкими условиями работы каждого лезвия.
Сопоставление условий работы инструментов при сверлении, зенкеровании и развертывании может быть представлено таблицей.
| Вид обработки | Условие работы инструмента | Шероховатость Rz, мкм | Квалитет точности | ||
| t, мм | Vм/мин. | Z, р. лезв. | |||
| Сверление | d/2 | 100…40 | 11…12 | ||
| Зенкерование | 1…3 | 45…60 | 3…6 | 20…10 | 9…10 |
| Развертывание | 0,05…0,2 | 5…15 | 4…12 | 10…3 | 8…7 |
Подачей при сверлении (зенкеровании и развертывании) является величина осевого перемещения инструмента за время одного его оборота. Поскольку резание одновременно ведется двумя режущими лезвиями, то каждое из них работает с подачей Sz, равной половине осевого перемещения сверла за время его одного оборота.
При сверлении в сплошном материале глубина резания t равна половине диаметра сверла, а при рассверливании - половине разности диаметров до и после сверления.
Скорость резания при сверлении равна окружной скорости периферийных точек режущих кромок сверла.
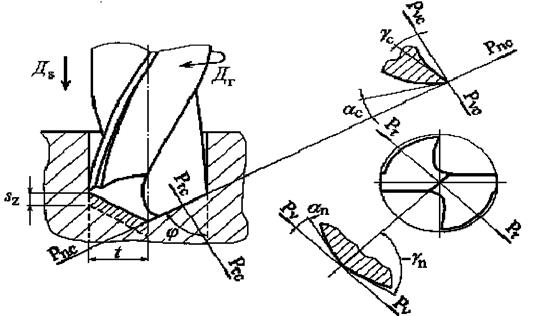
Рис 11.3. Элементы резания при сверлении и геометрические параметры сверла.
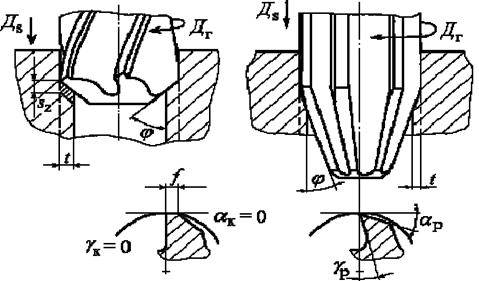
Рис 11.4. Элементы резания:а) при зенкеровании, б) развертывании;
в) профиль режущей и г) калибрующей частей зуба развертки.
В отличие от других процессов резания процесс сверления имеет свои особенности. Они заключаются в том, что резание ведется инструментом, передний угол которого различен в разных точках режущего лезвия. Скорость резания здесь также не постоянна и меняется от 0 в центре сверла до какого-то максимального значения на периферии сверла. В центре отверстия, под перемычкой сверла, резание как таковое отсутствует, производится смятие и выдавливание обрабатываемого материала к периферии под режущие кромки. Особенностью геометрии сверла является наличие пятой поперечной режущей кромки. Ленточка сверла не имеет вспомогательного заднего угла, что вызывает повышенное трение с обработанной поверхностью. Особенностью процесса является также и то, что сверло, окруженное обрабатываемым материалом, работает в стесненных условиях. Это затрудняет отвод стружки и циркуляцию внешней среды, что приводит к худшим условиям охлаждения.
При зенкеровании и развертывании элементы режима резания определяются так же, как при рассверливании. Каждый зуб зенкера или развертки работает с подачей, равной доле осевой подачи. Поскольку зенкеры и развертки имеют главные углы в плане меньше, чем у сверла, толщина среза меньше, чем при сверлении.
При расчете режима резания глубина резания назначается в указанных выше пределах. Подача выбирается по справочным таблицам с учетом глубины сверления, характера последующей обработки, жесткости технологической системы и свойств инструментального материала. Скорость резания рассчитывается при сверлении:
при зенкеровании, рассверливании и развертывании:
Крутящий момент рассчитывается как произведение силы резания Pz половины размера диаметра инструмента:

а эффективная мощность резания, определяется по формуле:
Основное технологическое время рассчитываются с учетом врезания и перебега:
L = l0 + l1 + l2, мм
для сверления: L = lo + 0,3D;
для зенкерования: l1=t·ctgφ; l 2 = 1…4, мм.
для развертывания: l1=t·ctgφ; l 2 = 0,51к;
где lk - длина калибрующей части развертки,
lo - длина обрабатываемого отверстия, D - диаметр сверла.
Дата добавления: 2015-03-26; просмотров: 1384;