Затвердевание непрерывного слитка. Конструкция машин непрерывного литься заготовок и их отдельные узлы.
На металлургических заводах работают МНЛЗ различной конструкции:
с вертикальным кристаллизатором и с вертикальной выдачей заготовки (рис.,а); с вертикальным кристаллизатором и с изгибом заготовок в горизонтальное положение (рис.6); с радиальным кристаллизатором и горизонтальной выдачей заготовки (рис.в).
Для каждого типа машин характерны свои преимущества и недостатки. Если на машине вертикального типа возможна отливка широкого сортамента марок сталей и профилей крупного сечения (слябов), то на криволинейных установках появляется возможность совмещения отливки заготовки с прокаткой; уменьшение высоты сооружения всей конструкции установки существенно сокращает капитальные затраты. Однако с искривлением заготовки исключается возможность получения крупных сечений слябов (толщиной 350 мм и более); осложняется разливка сталей, склонных к горячим трещинам.
Для всех конструкций машин характерен один и тот же принцип действия. Разливку стали ведут из сталеразливочного ковша через промежуточное устройство в кристаллизатор, являющийся главной рабочей частью.
Кристаллизатор имеет медные водоохлаждаемые рабочие стенки, его внутренняя форма может быть различной в зависимости от требуемой заготовки: прямоугольной, круглой или фасонной. Обычно кристаллизаторы выполняют сборными. С целью экономии меди их снаружи делают стальными. Для уменьшения трения между заготовкой и стенками кристаллизатора подают смазки: минеральные и органические масла, расплавленный парафин и др. Это предотвращает образование поверхностных дефектов на заготовках. Для этой же цели кристаллизатору сообщается возвратно-поступательное движение с амплитудой 20 — 40 мм. Скорость опускания кристаллизатора может быть такой же или несколько большей, чем скорость вытягивания заготовки. Скорость вытягивания заготовки может быть различной в зависимости от профиля и размера, чаще она находится в пределах 0,4—0,9 м/мин.
Под кристаллизатором располагается зона вторичного охлаждения, в которой осуществляется дальнейшее
охлаждение заготовки. Вторичное охлаждение может быть спрейерным (без специальной форсунки), форсуночным, водо-воздушным экранным.
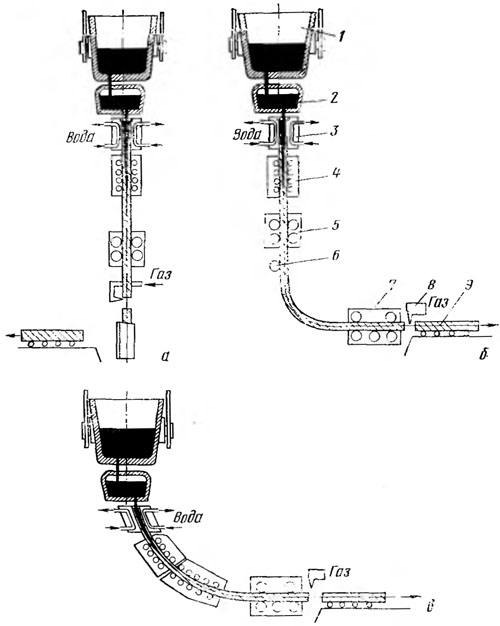 Схемы основных конструкций МНЛЗ:
Схемы основных конструкций МНЛЗ:
а — вертикальная; б — вертикальная с изгибом заготовки; в — радиальная; 1 — сталеразливочный ковш; 2—промежуточный ковш; 3 — кристаллизатор; 4~ вторичное охлаждение; 5 — тянущая клеть; 6 — ролик направления изгиба; 7 – прокатная (формовочная, обжимная) клеть; 8 – газовый резак; 9 - отрезанная заготовка.
МНЛЗ с вертикальным кристаллизатором и вертикальной выдачей заготовки или слябов имеет большую высоту. Для уменьшения высоты здания цеха строят разливочные машины с изгибанием заготовки либо полностью затвердевшей, либо с жидкой сердцевиной. Резку заготовок на мерные длины осуществляют в горизонтальном положении.
Заготовка с жидкой сердцевиной может изгибаться по двумя вариантам: 1) при сохранении единого радиуса от мениска до тянущей клети; 2) при изменении радиуса, когда происходит интенсивный изгиб перед тянущей клетью. Машины, работающие по первому варианту, называются радиальными, по второму — криволинейными.
Перед началом заливки в кристаллизатор вводится затравка (уде затвердевший прокатанный слиток) с выемкой трапецеидальной формы. Затравка выступает своего рода пробкой. Без нее заливаемый металл просто прольется сквозь кристаллизатор даже не успев начать затвердевать. Также затравка выступает в виде крюка для вытягивания нового слитка. Затравка отрезается от основного слитка после того, как он достаточно затвердеет. Обычно это происходит перед прокатной клетью.
Дата добавления: 2015-03-19; просмотров: 1467;