Газовая сварка
Газовая сварка – это сварка плавлением, при котором для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки. В качестве горючих газов для сварки используются: ацетилен (C2H2), пропан-бутановые смеси (C3H8 + C4H10), природный газ, водород. В качестве окислителя используется кислород.
На практике наибольшее применение находит ацетилено-кислородная сварка, поскольку ацетилен дает наиболее высокую температуру пламени (3100 - 3200°С) и выделяет наибольшее количество теплоты при сгорании.
Ацетилено-кислородное пламя состоит из трех зон: ядра 1, средней (восстановительной) зоны 2 и факела 3.
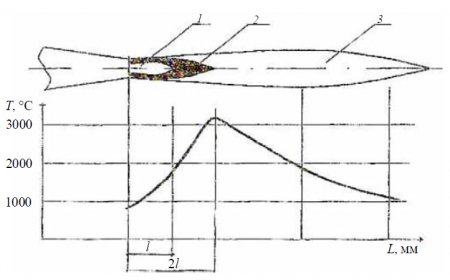
Рис. 10 Распределение температур по зонам сварочного пламени: 1 – ядро; 2 – восстановительная зона; 3 – факел
В зоне 1 происходит постепенный нагрев до температуры воспламенения газовой смеси, поступающей из мундштука, и разложение ацетилена на углерод и водород.
В зоне 2 происходит первая стадия горения ацетилена за счет кислорода, поступающего вместе с ацетиленом из горелки. Эта зона имеет самую высокую температуру и обладает восстановительными свойствами, поэтому зону 2 называют сварочной или рабочей.
В зоне 3 протекает вторая стадия горения ацетилена за счет атмосферного кислорода. Эту зону называют окислительной, так как углекислый газ и пары воды, образующиеся в результате горения при высоких температурах, окисляют металл.
В зону пламени подается присадочный материал в виде прутка или проволоки. Под действием тепла, выделившегося в пламени горелки, происходит расплавление кромок свариваемого металла 1 и присадочного материала 5, в результате чего образуется ванна расплавленного металла 4. По мере перемещения сварочной горелки происходят кристаллизация металла сварочной ванны и образование сварного шва. Схема процесса газовой сварки приведена на рисунке ниже.
Рис. 11 Принципиальная схема газовой сварки: 1 – свариваемый металл; 2 – наконечник газовой горелки; 3 – газосварочное пламя; 4 – сварочная ванна; 5 – присадочный материал
Газовая сварка применяется для стали, чугуна, меди, алюминия, всевозможных сплавов, при толщине свариваемых деталей от 0,1 до 6 мм, реже до 40 - 50 мм, так как при большой толщине заготовок выгоднее использовать более дешёвые и удобные способы сварки.
Широко распространена также наплавка всевозможных деталей с помощью газовой сварки.
Технология газовой сварки плохо поддается автоматизации и механизации, поэтому этот вид сварки обычно выполняется вручную.
Газовая сварка даёт удовлетворительное качество шва, однако при этом способе сварки нередки случаи коробления свариваемых деталей вследствие нагрева большой площади металла.
Преимущества газовой сварки: портативность и невысокая стоимость аппаратуры.
Недостатками этого вида сварки является высокая стоимость и взрывоопасность работ.
Дата добавления: 2014-12-16; просмотров: 1136;