КОНСТРУКЦИИ МАГНИТНЫХ СИСТЕМ СИЛОВЫХ ТРАНСФОРМАТОРОВ
Первой задачей, решаемой при проектировании магнитной системы силового трансформатора, является выбор конструктивной схемы. Плоская магнитная система (см. pис. 2.1) может быть принята для производства на любом с временном трансформаторном заводе. Пространственные магнитные системы по рис. 2.6, позволяющие получить экономию электротехнической стали и уменьшение потерь холостого хода до 9—10%, применяются в трансформатоpax мощностью до 630 кВ-А. Не исключено их применение при мощностях 1000—6300 кВ-А. Для изготовления пространственных магнитных систем по рис. 2.6 необходимо иметь специальное оборудование для навивки и длительного отжига навитых частей, а для конструкции по рис 2.6, б — также и для нарезки ленты переменной ширины намотки обмоток непосредственно на магнитную систему.
При расчете плоской магнитной системы из рулона холоднокатаной стали должен быть выбран план шихтовки пластин. Наименьшие потери и ток холостого хода могут быть получены при шихтовке с косыми стыками пластин в шести углах (рис. 2.17,а). Существенно проще технологя заготовки пластин и сборки магнитной системы по рис 2.17, б с косыми стыками в четырех и прямыми в двух углах при несколько более высоких потерях и токе холостого хода. Средней по технологической сложности и параметрам холостого хода является схема по рис. 2.17, в с косыми стыками в четырех и комбинированными «полукосыми» в двух углах. Наибольшее распостранение получила схема по рис. 2.17, б и меньшее —схемы по рис. 2.17, а и в.

Рис. 2.17. Варианты плана шихтовки магнитной системы:
а - косые стыки в шести углах; б - косые стыки в четырех и прямые - в двух углах;
в - сочетание косых стыков с комбинированными
При расчете и конструировании магнитной системы трансформатора в первую очередь должны быть предусмотрены: получение возможно меньших потерь тока холостого хода, минимальный расход электротехнической стали и возможно больший коэффициент заполнения сталью пространства внутри обмоток. Магнитная система (остов) служит также и механической новой трансформатора. На остове располагаются и укрепляются обмотки и отводы от обмоток, и в некоторых конструкциях на остове в процессе сборки трансформатора укрепляется крышка бака с вводами и различной арматурой.
Для того чтобы магнитная система, собранная из массы пластин тонколистовой стали, обладала достаточной устойчивостью, могла выдерживать механические силы, возникающие между обмотками при коротком замыкании, и не разваливалась при подъеме остова или активной части, ее верхнее и нижнее ярма должны быть надежно соединены механически.
Таким соединением верхних и нижних ярмовых балок в остове с плоской магнитной системой могут служить вертикальные шпильки, расположенные вне обмоток ВН (см. рис. 2.7) и достаточно от них удаленные или надежно изолированные. В масляных трансформаторах такие шпильки применяют при напряжениях обмоток ВН— 10, 35 и 110 кВ, а в сухих до 10 кВ. Вертикальные шпильки также могут быть использованы для осевой прессовки обмоток за счет небольшого сдвига вниз верхних ярмовых балок.
В масляных трансформаторах при напряжениях обмоток ВН от 150 кВ и выше и в сухих при напряжениях 10 кВ и выше предпочтительнее соединять верхние и нижние ярмовые балки прессующими пластинами стержня, положенными под бандаж по оси крайнего пакета стержня и сцепленными механически с ярмовыми балками. Чтобы избежать возникновения замкнутого магнитного контура, образованного верхними и нижними ярмовыми балками и связывающими их пластинами, эти полосы изготовляют из немагнитной стали и тщательно изолируют от ярмовых балок прокладками из электроизоляционного картона.
При наличии прессующих пластин верхние ярмовые балки не могут сдвигаться вниз и в остове с плоской магнитной системой осевая прессовка обмоток должна осуществляться прессующими кольцами - разрезными и заземленными металлическими или неразрезными из твердого диэлектрика, расположенными между обмоткой и верхним ярмом. При соединении ярмовых балок шпильками прессующие кольца обычно устанавливаются при мощностях, превышающих 1600 кВ•А. При наличии прессующих колец изоляционное расстояние от обмотки ВН до верхнего ярма увеличивается согласно примечанию 2 к табл. 4.5.
В остове с пространственной магнитной системой по рис. 2.6, а шпильки, соединяющие верхнее и нижнее ярма, пропускаются внутри стержня сквозь отверстия в его центральном пакете. В навитой конструкции по рис. 2.6, 6 механическое соединение ярм не требуется.
Поперечное сечение стержня в стержневых магнитных системах обычно имеет вид симметричной ступенчатой фигуры, вписанной в окружность (рис. 2.18). Диаметр этой окружности d называется диаметром стержня трансформатора и является одним из основных его размеров. Ступенчатое сечение стержня (и ярма) образуется сечениями пакетов пластин. При этом пакетом называется стопа пластин одного размера. Чистое сечение стали в поперечном сечении стержня или ярма называется активным сечением стержня или ярма.
Число ступеней, определяемое по числу пакетов стержня в одной половине круга, может быть различным. Увеличение числа ступеней увеличивает коэффициент заполнения площади круга kKp площадью ступенчатой фигуры, но одновременно увеличивает число типов пластин, имеющих различные размеры, чем усложняет заготовку пластин и сборку магнитной системы.
Для ориентировки в этом вопросе могут служить табл. 2.5 и 2.6, в которых приведены значения чисел ступеней в стержнях современных трехфазных масляных и сухих трансформаторов различной мощности.
Таблица 2.5. Число ступеней в сечении стержня современных трехфазных масляных трансформаторов
| Показатель | Прессовка стержня расклиниванием с обмоткой, сечение стержня без каналов | |||||||||||||||||||
| Мощность трансформатора S, кВ А | До 16 | 40 – 100 | 160 - 630 | 1000-1600 | 2500 - 6300 | |||||||||||||||
| Ориенировочный диаметр стержня d, м | До 0,08 | 0,08 | 0,09 | 0,10-0,14 | 0,16-0,18 | 0,20 | 0,22 | 0,24-0,26 | 0,28-0,30 | 0,32-0,34 | 0,36-0,38 | 0,40-0,42 | 0,45-0,50 | 0,53-0,56 | 0,60-0,67 | 0,71-0,75 | ||||
| Без прес-сую-щей плас-тины | Число ступеней | |||||||||||||||||||
| Коэффици-ент kкр | 0,636 | 0,786 | 0,851 | 0,861 | 0,890 | 0,91-0,92 | 0,913 | 0,918 | 0,928 | 0,925 | 0,928 | 0,929 | 0,913 | 0,922 | 0,927 | 0,927 | 0,929 | 0,931 | ||
| С прес-сую-щей плас-ти-ной | Число ступеней | - | - | - | - | - | - | - | ||||||||||||
| Коэффици-ент kкр | - | - | - | - | - | - | - | 0,884 | 0,901 | 0,900 | 0,9-0,91 | 0,912 | 0,89-0,90 | 0,907 | 0,912 | 0,914 | 0,918 | 0,920 |
Примечания:
1. В коэффициенте kкр учтено наличие охлаждающих каналов в сечении стержня.
2. При использовании таблицы для однофазного или трехобмоточного трансформатора его мощность умножить на 1,5.
3. для пространственной магнитной системы по рис. 2.6, а значение kкр полученное из таблицы, уменьшить на 0,02.
4. Для пространственной навитой магнитной системы по рис. 2.6, б принимать kкр = 0,905.
Таблица 2.6. Число ступеней в сечении стержня современных трехфазных сухих трансформаторов
| Мощность трансформатора S, кВ•А | До 10 | 16-100 | 160-400 | 630-1000 | |||||
| Ориентировочный диаметр стержня d, м | До 0,08 | 0,08 | 0,09-0,14 | 0,16-0,22 | 0,24- 0,26 | 0,28-0,32 | |||
| Число ступеней | |||||||||
| Коэффициент kкр | 0,851 | 0,877 | 0,915 | 0,920 | 0,930 | 0,935 | 0,800 | 0,820 | |
| Наличие продольных каналов | Без каналов | Один канал | Два канала |
Примечания:
1. В коэффициенте kкр учтено наличие охлаждающих каналов в сечении стержня.
2. До диаметра стержня d = 0,22 м стержень прессуется расклиниванием с обмоткой, при d >0,22 м прессовка осуществляется бандажами.
3. При использовании таблицы для однофазного трансформатора его мощность умножить на 1,5.
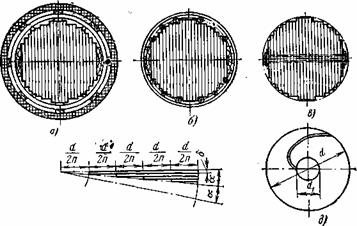
Рис. 2.18. Различные способы сборки и прессовки стержня
в —путем расклинивания с жестким цилиндром обмотки НН; б — бандажи из стеклоленты; в — сквозными стяжными шпильками; сборка стержня: г — из радиально расположенных пластин; д — из пластин эвольвентной формы
Ширина пластин, определяющая ширину и толщину пакетов, образующих сечение стержня, выбирается так, чтобы при заданном диаметре было обеспечено получение наибольшего сечения стержня при максимальном использовании и минимальных отходах листовой или рулонной стали. Для ширины пластин существует нормализованная шкала (см. § 8.1).
Стержни и ярма шихтованной магнитной системы должны быть стянуты и скреплены так, чтобы остов представлял собой достаточно жесткую конструкцию как механическая основа трансформатора. Стяжка и крепление остова должны обеспечивать его достаточную прочность после расшихтовки верхнего ярма при насадке обмоток, подъеме активной части трансформатора и коротком замыкании на его обмотках, а также отсутствие свободной вибрации пластин и минимальный уровень шума при работе трансформатора в сети. Эти требования достаточно хорошо удовлетворяются при равномерно распределенном напряжении сжатия между пластинами стержня и ярма при сборке 0,4-0,6 МПа (40—60 Н/см2), считая по среднему, т. е. наиболее широкому пакету.
Прессовка стержней может осуществляться различными способами. При мощности трехфазного трансформатора до 630 кВ•А и диаметре стержня до 0,22 м включительно хорошие результаты дает прессовка его без применения специальных конструкций путем забивания деревянных стержней и планок между стержнем и обмоткой НН или ее жестким изоляционным бумажно-бакелитовым цилиндром (рис. 2.18, а). Стержни трансформаторов большей мощности — от 1000 кВ•А и выше - при диаметре d >0,22 м нуждаются в более надежной прессовке. В этом случае хороший результат может быть достигнут при стяжке стержня бандажами из стеклоленты, расположенными по высоте стержня на расстояниях 0,12—0,15 м один от другого (рис. 2.18,6).
Перед наложением бандажей при сборке на специальном стенде стержни поочередно спрессовывают прессующей балкой с общим усилием от 0,4 до 1-2 МН, создающей необходимое напряжение сжатия между пластинами, или при помощи временных технологических бандажей, затягиваемых вручную. Намотка бандажей из стеклоленты производится на спрессованные стержни. Этот способ стяжки обеспечивает равномерное сжатие всего стержня и достаточную механическую прочность остова трансформатора. Возможна также стяжка стержней бандажами из стальной ленты, размещаемыми на расстоянии 0,12-0,24 м один от другого. Эти бандажи должны замыкаться на пряжках издиэлектрика во избежание появления короткозамкнутого витка и должны заземляться во избежание накопления на них электрических зарядов.
Конструкция прессовки стержня шпильками, проходящими сквозь пластины всех его пакетов (рис. 2.18, в), вынужденно применявшаяся в течение ряда лет в магнитных системах из листовой стали, не обеспечивает равномерного распределения силы прессовки между пакетами, способствует появлению «веера», т. е. расхождения пластин на краях пакетов и требует наличия на заводе большого прессового и инструментального хозяйства. При такой конструкции прессовки стержней и ярм увеличиваются удельные потери встали и уменьшается ее магнитная проницаемость. Поэтому в магнитных системах трансформаторов, изготовляемых из рулонной холоднокатаной стали, она не применяется, но используется в конструкциях реакторов.
В навитой магнитной системе по рис. 2.5, з при навивке из лент различной ширины сечение стержня (и ярма) будет ступенчатым, а в системе по рис. 2.6, б при навивке из ленты переменной ширины — составленным из двух полукруглых сечений. Эти магнитные системы после навивки и отжига их частей скрепляются бандажами из стеклоленты. Стержни стыковой пространственной магнитной системы по рис. 2.6, а собираются из пластин разной ширины и одинаковой длины и после опрессовки стягиваются бандажами. В центральном пакете стержня такой магнитной системы во время его сборки оставляется квадратное отверстие для прохода осевой шпильки, соединяющей верхнее и нижнее ярма.
Сечение стержня может быть образовано не только набором пакетов плоских пластин (рис. 2.18, а—в), но также и радиальной шихтовкой плоских пластин (рис. 2.18, г) или набором пластин, изогнутых по форме цилиндрической эвольвентной поверхности (рис. 2.18, ). Оба эти способа сборки магнитной системы предусматривают стыковую конструкцию остова с отдельно собираемыми стержнями и ярмами. Ярма наматываются из рулонной стали или выполняются в виде набора плоских пакетов. Конструкция с пластинами эвольвентной формы удобна тем, что каждый стержень собирается из пластин одного размера. Ширина пластины (длина эвольвентной линии) зависит только от диаметров стержня — внутреннего d1 и внешнего d.
Надлежащая прессовка стержня для этих двух конструкций может быть достигнута путем стяжки бандажами из стальной ленты или стеклоленты.
Коэффициент заполнения площадки круга kкр при радиальном расположении пластин может быть найден по рис. 2.18, г. Площадь круга может быть представлена в виде ряда элементарных секторов с углом a. Площадь сектора Псект = dnd /(2 · 2) ; площадь, не заполненная пластинами (п треугольников),
П0=ndd /(2n · 2) =dd /4, тогда kкр = (Псект — П0) /Псект = (п — 1) / n.
Коэффициент заполнения не зависит от диаметра стержня и толщины пластин. Для п = 4, 5, 6, 7 и 8 kкр = 0,75; 0,8; 0,833; 0,857 и 0,875.
При эвольвентной форме пластин (рис. 2.18, д) и общей площади круга Пкр = pd2 / 4 незаполненными оказываются площадь в центре круга П01 = pd21 / 4 и площади элементарных треугольников по внешней окружности стержня. Приближенно эти площади для п пластин можно найти так:
П02 =npdd /(2n) =pdd /2, коэффициент заполнения

Ширина пластины (развертка эвольвенты)
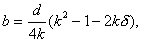 , где k=d/d1.
, где k=d/d1.
Стержни диаметром до 0,36 м обычно достаточно хорошо охлаждаются маслом, омывающим их наружную поверхность. При диаметре от 0,36 м и выше для обеспечения надежного охлаждения внутренних частей стержня между его пакетами делаются охлаждающие каналы. Эти каналы могут быть продольными по отношению к пластинам стержня или поперечными. Продольные каналы стержня продолжаются и в ярмах. Вертикальный поперечный канал стержня обычно переходит в горизонтальный поперечный канал ярма, разделяя магнитную систему на отдельные «рамы» так, как это показано, например, для однофазного трансформатора на рис. 2.19. В стержнях обычно делают не более одного поперечного канала.
Размеры и число каналов в современных трансформаторах при различных диаметрах стержня приведены в табл. 2.7.
Для диаметров стержней силовых трансформаторов принят стандарт, который содержит следующие нормализованные диаметры, м: 0,08; 0,085; 0,09; 0,092; 0,095; 0,10; 0,105' 0,11; 0,115; 0,12; 0,125; 0,13; 0,14; 0,15; 0,16; 0,17; 0,18; 0,19;

Рис. 2.1.9. Схема двухрамной магнитной системы однофазного трансформатора:
а — расположение каналов в системе; 6 — сечение стержня; / и 2—продольные каналы стержня и ярма; 3 и 4 —поперечные каналы
Таблица 2.7. Ориентировочное число продольных по отношению к листам и поперечных
охлаждающих каналов. Трехфазные трансформаторы
а) Масляные трансформаторы
| Мощность трансформатора S, кВ•А | До 4000 | 6300-16000 | 25 000- 32000 | 40 000 —80000 | |
| Ориентировочный диаметр стержня d, м | До 0,34 | 0,36-0,48 | 0,50-0,60 | 0,63-0,75 | |
| Число продольных каналов | - |
б) Сухие трансформаторы
| Мощность трансформатора S, кВ•А | До 400 | 30 - 1000 | ||
| Ориентировочный диаметр стержня d, м | До 0,22 | 0,24 - 0,25 | 0,28 - 0,32 | |
| Число продольных каналов | - |
Примечания:
1. В масляных трансформаторах ширина продольного камола 6, поперечного - 10 мм.
2. В сухих трансформаторах ширина продольного канала 20 мм.
0,20; 0,21; 0,22; 0,225; 0,23; 0,24; 0,245; 0,25; 0,26; 0,27; 0,28; 0,29; 0,30; 0,31; 0,32; 0,33; 0,34; 0,35; 0,36; 0,37; 0,38; 0,39; 0,40; 0,42; 0,45; 0,48; 0,50; 0,53; 0,56; 0,60; 0,63; 0,67; 0,71; 0,75 - для магнитных систем без поперечных каналов 0,80; 0,85; 0,875; 0,90; 0,925; 0,95; 0,975; 1,00; 1,03; 1,06; 1,12; 1,15; 1,18; 1,22; 1,25; 1,28; 1,32; 1,36; 1,40; 1,45; 1,50 - для магнитных систем, имеющих поперечные охлаждающие каналы.
При определении активного сечения стержня, т. е. чистого сечения стали в площади круга с диаметром стержня d, в предварительном расчете, когда размеры пакетов пластин стержня еще не установлены, обычно пользуются коэффициентом заполнения сталью kc , равным отношению активного сечения Пс к площади круга диаметром d. Этот коэффициент равен произведению двух коэффициентов - коэффициента заполнения площади круга площадью Пф , с ступенчатой фигуры сечения стержня kкр и коэффициента заполнения площади ступенчатой фигуры Пф, с чистой сталью k3
kкр = 4Пф,с / (p d2 ); Пф,с = kкр p d2 / 4;
k3 = 4Пс / (kкр p d2 ); Пс = kкр k3 p d2 / 4;
Пc = kc p d2 / 4; kc = kкр k3 .
Ориентировочные практические значения коэффициента kкр для различных диаметров стержня при оптимальных размерах пластин и пакетов за вычетом сечений охлаждающих каналов и с учетом места, занимаемого прессующими пластинами стержня, приведены в табл. 2.5 и 2.6, данными которых можно пользоваться в предварительном расчете. При окончательном расчете магнитной системы сечение стержня определяется по табл. 8.1 - 8.5 или по реальным размерам пакетов стержня.
Для магнитной системы по рис. 2.6 a kкр принимается по табл. 2.5 с прим. 3, для магнитной системы по рис. 2.6, б - по этой таблице с прим. 4.
Коэффициент k3 выбирается по табл. 2.2 в соответствии с видом стали — рулонная или листовая, с типом изоляционного покрытия и принятой технологией сборки магнитной системы.
Выбор правильной формы и размеров поперечного сечения ярма, особенно в магнитных системах, собираемых из холоднокатаной текстурованной стали, играет существенную роль. Наиболее рациональной является многоступенчатая форума сечения ярма с числом ступеней, равным числу ступеней в сечении стержня, и активным сечением, равным или несколько большим активного сечения стержня. Для обеспечения более равномерного сжатия ярма между ярмовыми балками обычно два-три крайних пакета объединяют, несколько увеличивая их общее сечение (рис. 2.20, а).
При такой форме ярма магнитный поток (индукция) практически равномерно распределяется по сечению стержня и ярма, а активное сечение ярма оказывается несколько больше активного сечения стержня, что учитывается коэффициентом усиления ярма, равным отношению ПЯ/ПС, ka = ПЯ!ПС.
Для нормализованных размеров пакетов пластин по табл. 8.2—8.5 можно принять &я= 1,02-=-1,03. Возможна также форма яома по оис. 2.20. б. лающая некоторую экономию стали в местах прилегания стержней и ярм — до 1,5—2 % массы стали магнитной системы.

Рис. 2.20. Формы поперечного сечения ярма
В целях упрощения сборки остова и уменьшения числа пластин с различными размерами, а также упрощения опорных конструкций обмоток в магнитных системах трансформаторов в течение ряда лет применялась упрощенная форма сечения ярма — с одной-двумя ступенями или прямоугольная (рис. 2.20, в). При такой форме сечения ярма возникает неравномерное распределение магнитных потоков и индукции в стыкующихся пакетах стержня и ярма, что ведет к повышению потерь и тока холостого хода, особенно в магнитных системах, собираемых из анизотропной стали.
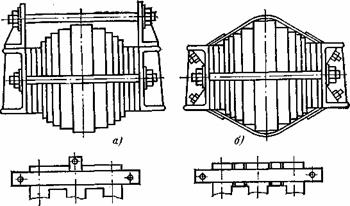

Рис. 2.20. Рис. 2.21. Различные способы прессовки ярма ярмовыми балками:
а — внешними шпильками; б — стальными полубандажами и внешними шпильками; в — сквозными шпильками
В современных конструкциях плоских магнитных систем трансформаторов мощностью до 6300 кВ•А, собираемых из холоднокатаной стали, прессовка ярм осуществляется при помощи стальных ярмовых балок, стягиваемых шпильками, вынесенными за пределы ярма (рис. 2.21, а). Стальная шпилька над средним стержнем иногда заменяется стальной скобой с нажимным болтом. В трансформаторах большей мощности — от 10000 кВ•А и выше — ярмо прессуется при помощи стальных полубандажей, стягивающих две ярмовые балки и изолированных от балок (рис. 2.21, б). Прессовка ярма шпильками, проходящими сквозь ярмо и изолированными от ярма и балок, применяется только в конструкциях реакторов (рис. 2.21, в).
В соответствии с высказанными соображениями при выборе способов прессовки стержней и ярм, формы сечения и коэффициента усиления ярма для современных трансформаторов с магнитными системами, собираемыми из холоднокатаной стали, можно воспользоваться рекомендациями табл. 2.8. При отступлении от этих рекомендаций следует считаться с возможным увеличением потерь и тока холостого хода соответственно на 9—25 и 50—200 % при стяжке стержней и ярм сквозными шпильками при шаге отверстий от 0,24 до 0,12 м и на 5—8 % при упрощении формы сечения ярма.
Таблица 2.8. Выбор способа прессовки стержней и ярм, формы сечения и коэффициента усиления ярма для современных масляных и сухих трансформаторов
| Мощность трансформатора S, кВ•А | Прессовка стержней | Прессовка ярм | Форма сечения ярма | Коэффициент усиления ярма | |
| 25-100 | Расклиниванием с обмоткой (рис. 2.18, а) | Балками, стянутыми шпильками, расположенными вне ярма (рис. 2.21, а) | 3-5 ступеней | 1,025 | |
| 160-630 | С числом ступеней на одну-две меньше числа ступеней стержня | 1,015- 1,025 | |||
| 1000 - 6300 | Бандажами из стеклоленты (рис. 2.18, б) | Балками, стянутыми стальными полубандажами (рис. 2.21, б) |
Дата добавления: 2015-01-02; просмотров: 4057;