Щеки коленчатого вала.
Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35—40 ед. и шлифуется до нужного
размера.
Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала.
Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков.
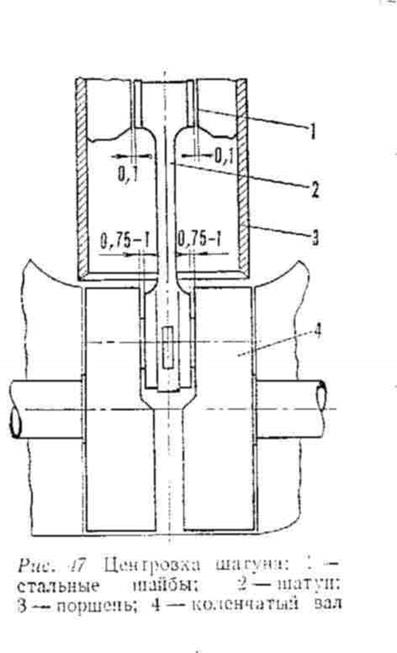
Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном
до 1.5—2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
Небольшие сдвиги сепаратора и роликов не вызовут серьезных осложнении и не дадут
сильного нагрева подшипника.
Биение шеек щёк коленчатого вала допускается до 0.01 мм.
Следует предусмотреть радиальные и торцевые зазоры между щеками коленчатого вала и стенками кривошипной камеры, чтобы при возможных смещениях, биениях коленчатого вала и нагреве кривошипной камеры не происходило касания и затирания щек о стенки, так как это снижает обороты и мощность двигателя. При малых боковых зазорах между коленчатым валом и стенками кривошипной камеры имеют место большие гидравлические потери, а это нежелательно.
Дата добавления: 2014-12-30; просмотров: 2083;