Модельные комплекты и опочная оснастка
Для изготовления песчаной формы используют модельные комплекты и опочную оснастку.
Модели. Конструкция модели должна обеспечивать возможность уплотнения формовочной смеси и удаления модели из формы. Поэтому модели чаще всего делают разъемными (обычно из двух частей), причем в ее нижней части делают гнезда, а в верхней – шипы, при помощи которых части модели фиксируются. Для облегчения модели из формы на ее вертикальных стенках предусматривают формовочные уклоны. Острые углы сопряженных стенок на модели делают скругленными. Размеры модели делают с учетом величины припусков на механическую обработку детали и линейной усадки сплавов.
Модели изготавливают обычно из дерева, иногда из металла или пластмасс. Поверхности деревянных моделей механически обрабатывают и окрашивают для увеличения срока службы.
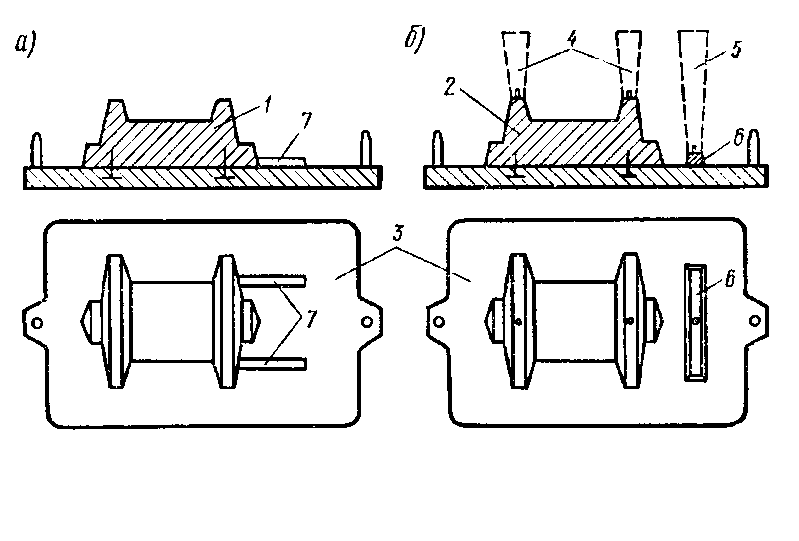
Модельные плиты. Применяют в основном металлические модельные плиты. При машинной формовке используют обычно односторонние модельные плиты с металлическими или деревянными моделями для раздельного приготовления нижней (а) и верхней (б) полуформ (рисунок 1.5). Модели 1, 2 отливки, питателей 7, шлакоуловителей 6 жестко закрепляют на плите болтами или винтами, а модели стояка 5, выпоров 4, прибылей обычно делают съемными, их устанавливают на штыри перед формовкой.
| Рисунок 1.5 – Односторонние модельные плиты |
Стержневые ящики. В них из стержневой смеси изготавливают стержни. Стержневые ящики как и модели изготавливают из дерева, металла и пластмасс. На рисунке 1.6 в качестве примера приведены деревянные стержневые ящики для изготовления стержней отливки рычага (а – для цилиндрического отверстия, б – для призматического паза).
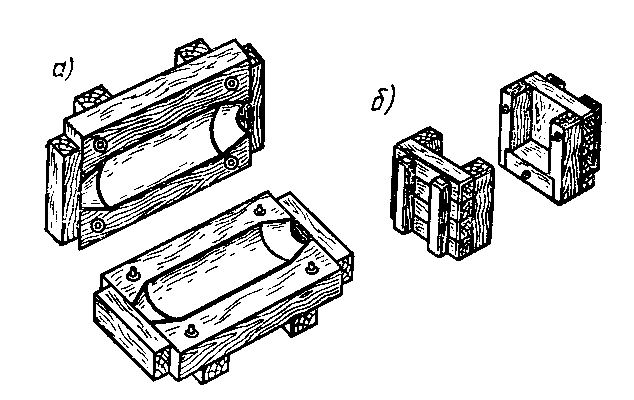
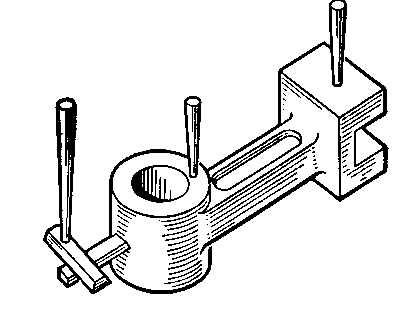
Рисунок 1.6 – Стержневые ящики для изготовления стержней
отверстия и паза отливки рычага
Опочная оснастка. Опочная оснастка включает опоки, контрольные и фиксирующие штыри, наполнительные рамки и другие приспособления. Опоки (рисунок 1.7) – жесткие металлические рамы прямоугольной (а, в), круглой (б) или другой формы, которые служат для уплотнения в них формовочной смеси при изготовлении форм и предохранении формы от разрушения при ее сборке, транспортировке и заливке металла. Опоки изготавливают из чугуна, стали, алюминиевых сплавов литыми, сварными или сборными.
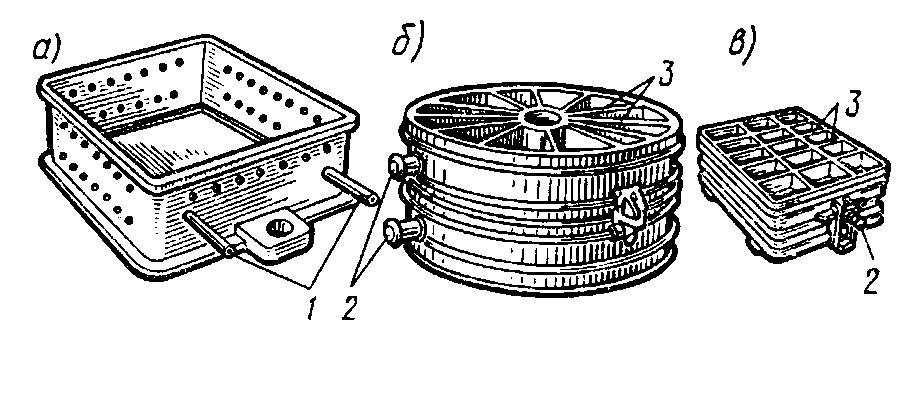
Рисунок 1.7 – Опоки
В стенках опок имеются отверстия для выхода газов из формы и приливы (ушки) с отверстиями для установки штырей, центрирующих опоки относительно друг друга при сборке формы. Крупные опоки имеют ребра-крестовины 3, удерживающие уплотненную формовочную смесь. Для транспортировки мелкие опоки имеют ручки 1, а крупные – цапфы 2, за которые опоки поднимают краном. Во избежание поднятия верхней опоки давлением жидкого металла при заливке опоки скрепляют болтами, штифтами или на них сверху устанавливают груз.
Дата добавления: 2014-12-26; просмотров: 1690;