Компьютерные системы управления
При использовании компьютерных систем ЧПУ типа CNCтехнологические возможности программного оборудования и его гибкость значительно расширяются. С помощью компактных программоносителей (дискет или магнитофонных кассет) оператор быстро вводит одну или несколько управляющих программ в память ЭВМ. Управляющая программа может быть составлена и отредактирована оператором непосредственно у станка и введена в систему с помощью клавиатуры.
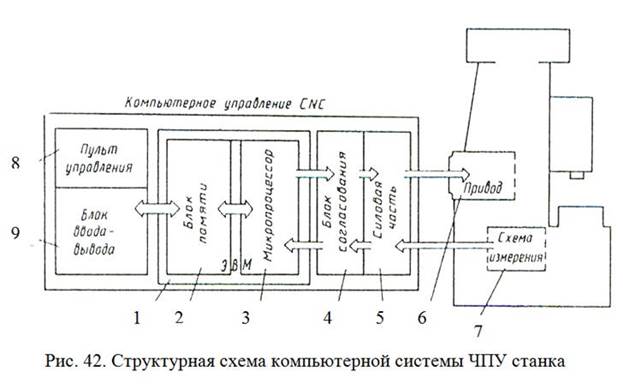
Создание ЧПУ на базе ЭВМ обеспечивает получение свободно программируемых систем числового управления станками. Структурная схема компьютерной системы ЧПУ в общем виде представлена на рис. 42.
Компонентами системы являются следующие элементы:
– ЭВМ–1, включающая блок памяти 2и процессор 3;
– пульт 8управления системой о модулем 9считывания и вывода управляющей программы;
– модуль 4 логических элементов управления и согласования координатных приводов;
– модуль 5 тиристорного управления следящими приводами;
– привод 6 движения по управляемым координатам;
– измерительная система 7 обратной связи и диагностики состояния оборудования.
Использование в системе компьютеров современной концепции с достаточно обширной внутренней памятью позволяет записывать и продолжительное время хранить требуемый набор управляющих программ, необходимое программно-математическое обеспечение (ПМО), а также данные по оборудованию.
Пульт управления обеспечивает широкие сервисные возможности при работе системы в различных режимах, в том числе ручной ввод и редактирование программы с использованием графического дисплея и средств индикации, диалоговое общение с системой, а также расширенную индикацию при многофункциональной системе контроля и диагностики состояния оборудования.
Модуль 9 ввода и вывода осуществляет также подключение периферийных устройств на этапе отладки эксплуатации оборудования для считывания и передачи информации с различных программоносителей, а также для присоединения внешнего запоминающего устройства (ВЗУ), обеспечивающего дополнительное наращивание памяти ЭВМ.
Таким образом, с помощью пульта можно просмотреть по кадрам на дисплее или на устройствах индикации всю программу или ее часть и в случае необходимости отредактировать, т.е. внести в отдельные кадры изменения и коррекцию. При этом оператор имеет возможность работать с архивом программ, расположенных как во внутренней, так и во внешней памяти, а также просматривать и задавать параметры оборудования.
Задание параметров оборудования и использование их в работе позволяют компенсировать зазоры в кинематических передачах, определить ограничения рабочей зоны и режимов обработки, учесть динамику привода на формирование требуемых переходных процессов при разгоне и торможении.
Модуль 4 логических элементов управления и согласования координатных приводов выполняет функции управляющего контролера станочной автоматики и согласования функций. Он может быть реализован как контроллер с постоянно заданной системой логических связей или как программируемый микропроцессор, доступ к которому осуществляется с пульта управления. Все это позволяет формировать как типовые, так и нестандартные циклы обработки применительно к решению различных технологических задач, а также программировать с пульта логику работы силового оборудования станка.
В компьютерных системах ЧПУ подготовка и ввод управляющей программы непосредственно с клавиатуры пульта осуществляется в режиме диалогового программирования с использованием графического моделирования на терминале. Подготовка и ввод управляющих программ с пульта целесообразны для сравнительно коротких программ по изготовлению простых деталей (валов, фланцев, плит и др.). При этом ввод новой программы может быть совмещен с обработкой на станке другой детали.
Составление программы для сложных деталей целесообразно выполнять вне станка, используя методы ручной или автоматизированной подготовки управляющих программ. С этой целью удобно применять создаваемые на базе микропроцессоров специальные программаторы, в которых также реализуется диалоговый метод разработки программ с графическим моделированием на дисплее. При этом в качестве программоносителей можно использовать перфоленту, магнитные кассеты или дискеты. Если между программатором и компьютерной системой ЧПУ станка имеется локальная связь, то разработанная программа может быть напрямую передана в память мини-ЭВМ станка.
Работа с компьютерными системами ЧПУ предусматривает выполнение непосредственно у станка различных операций по программно-информационному обеспечению: составление и ввод программ, их редактирование, считывание, запись и др. Для облегчения выбора и выполнения этих операций все взаимосвязанные функции обслуживания представлены в диалоговой программе как пять видов работ, которые высвечиваются на дисплее в виде меню 6 на одном из первых кадров (рис. 43). При выборе требуемой работы, которая идентифицируется порядковыми номерами 1 – 5 или первой буквой наименования E, D, …,T, происходит переход на следующий кадр, в котором в виде меню указывается состав операций.
Работа 1«Редактирование» предусматривает составление программ и включает такие операции, как «Ввод 1.1», «Коррекция 1.2», «Стирание 1.3», «Вывод программ 1.4» и «Нумерация кадров 1.5».
Работа 2«Управление» предусматривает операции по манипулированию с информацией в программе при ее загрузке, при передаче в архив, на экран дисплея или на распечатку в виде листинга. Операции, которые при этом выполняются: «Архивирование 2.1», «Загрузка 2.2», «Печать 2.3», «Удаление программ 2.4», а также «Ввод каталога программ 2.5» и «Новый пуск 2.6».
Работа 3«Графика» (Машинная реализация) предусматривает вывод на дисплей результатов графического моделирования технологических переходов 3.1 по обработке заготовки с распечаткой текущих кадров управляющей подпрограммы 3.2 (Машинная реализация).
Работа 4«Параметры» предусматривает выполнение операций по выводу на дисплей ряда основных параметров, относящихся к детали 4.1, к нулевой точке 4.2, к разделению программы на части 4.3.
Работа 5 «Тест» предусматривает вывод на дисплей информации по характеристикам управления 5.1, по видам обслуживания 5.2, указания по программированию 5.3, диагностике ошибок 5.4, инструменту 5.5 и конструкции станка 5.6.
Вызов подпрограммы на решение требуемой задачи, указанной в меню, обеспечивается цифровым кодом ее порядкового номера, например 1.2, 2.4, 3.1. При выполнении команды SТОР происходит возврат в меню работ к первому кадру, а при повторном ее выполнении происходит выход из диалоговой программы.
|
|
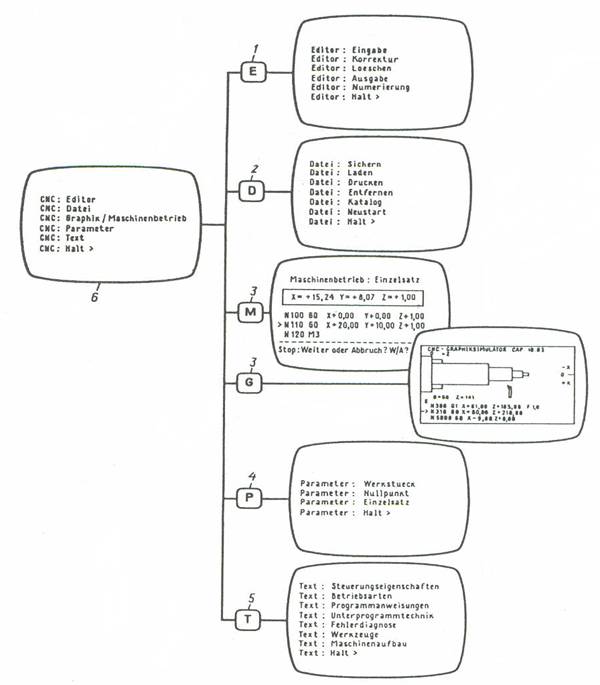
Рис. 43. Возможности диалогового программирования на станках
с компьютерной системой ЧПУ
Рассмотрим формат кадров, формируемых на экране дисплея. При решении отдельных задач диалогового программирования «Ввод 1.1» на экране индицируется задание кадра NC программы с выводом номерного знака N..., за которым располагается курсор (рис. 44,а). В результате последовательного задания с помощью клавиатуры номера кадра, адресных букв G, М или Т с соответствующим цифровым кодом, а также значений координат X, Y, Z и функции подачи F происходит формирование кадра программы. При этом последовательность вводимых параметров наглядно определяется подвижным курсором и индицируемыми на экране символами. Переход от задания одной части кадра слова к другой выполняется командой RETURN. По окончании задания кадра в нижней части экрана возникает вопрос: «продолжение; да или нет». При ответе «Да» на экране возникает аналогичный формат очередного кадра, и он запоминается. При ответе «Нет» осуществляется возврат к меню данного вида работ.
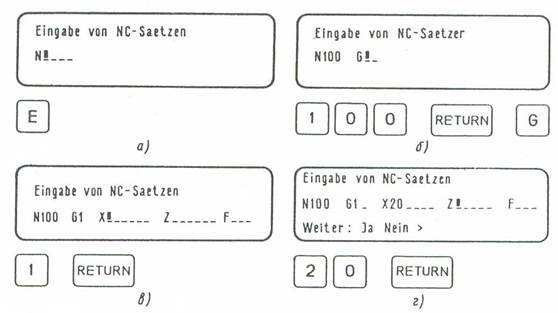
Рис. 44. Задания кадров программы с терминала:
а –ввод номера кадра; б – ввод требуемых адресных букв G, М или Т;
в – ввод кодовых цифр соответствующих функций; г – задания значений
координат
При вызове подпрограммы «Коррекция 1.2» на экране появляется запрос номера корректируемого кадра. В результате введения номера кадра, например 102, на экране высвечивается вызванный кадр программы и с помощью подвижного курсора выполняется коррекция требуемого слова. По окончании процедуры коррекции в нижней части экрана высвечивается вопрос: «Продолжение: да, нет?». При ответе «Да», высвечивается последующий кадр программы и процедура коррекции повторяется а при ответе «Нет» происходит возврат в меню данного вида работ. Откорректированный кадр поступает при этом на свое место в ячейку памяти программы.
В результате обращения к подпрограмме 3.2 «Машинная реализация» на экране дисплея высвечиваются координаты текущего кадра управляющей программы, а также данные трех последующих кадров (рис. 45).
Обращение к подпрограмме «Графика 3.1» позволяет вывести на экран результаты графического моделирования определенного технологического перехода. При этом высвечиваются координаты исходной точки, нуля детали, траектория режущего инструмента при разбиении припуска на рабочие ходы (рис. 46).
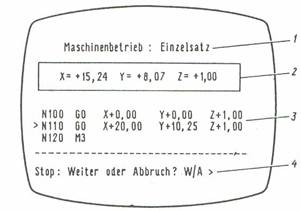
Рис. 45. Вывод на дисплей текущего кадра программы:
1 – фактические значения управляемых координат; 2 – обрабатываемый кадр
программы; 3 – последующие кадры программы; 4–указания по дальнейшей работе
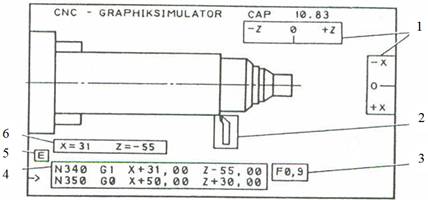
Рис. 46. Вывод на дисплей результатов графического моделирования
технологического перехода:
1 – координатная система с указанием нуля станка, нуля детали
и направления отсчета координат; 2 – режущий инструмент с указанием
его номера; 3 – значение рабочей подачи; 4 – текущие кадры программы
программы; 5 – код (идентификатор) вида работы; 6–текущие значения
координат
Диалоговое программирование ориентируется на определенный вид станков с учетом их технологических особенностей и конструкции.
Дата добавления: 2019-04-03; просмотров: 441;