Проведение контроля
3.4.1 Общие положения
При проведении контроля в течение смены после каждого часа работы необходимо проверять показания приборов, контролирующих напряжение и ток намагничивания на соответствие паспортным данным. При этом вблизи намагничивающего устройства (внутри рабочего отверстия или межполюсного промежутка и снаружи не ближе 100 мм от корпуса) не должно быть никаких металлических предметов, в том числе контролируемых деталей.
При изменении показания какого-либо прибора, превышающем допустимые значения, а также при обнаружении в процессе эксплуатации каких-либо других неисправностей дефектоскопа или вспомогательных приборов, дефектоскопист должен заявить об этом мастеру участка (цеха) для решения вопроса об устранении неисправности или замене указанного средства контроля.
При проведении подготовительных или вспомогательных работ дефектоскоп или намагничивающее устройство должны быть отключеныот сети.
По окончании контроля необходимо отключить дефектоскоп или установку от сети, очистить - соленоиды и другие устройства, соприкасающиеся с магнитной суспензией, от загрязнений и остатков суспензии и провести профилактические работы в соответствии с требованиями технической документации на дефектоскоп или установку.
3.4.2 Контроль длинных деталей с помощью соленоидов
При намагничивании длинных (L > 300 мм) деталей соленоидом необходимо учитывать, что с увеличением расстояния от торца соленоида вдоль детали напряженность магнитного поля уменьшается и, начиная с некоторого значения, становится недостаточной для выявления трещин с требуемым уровнем чувствительности (Рис. 3.4). Следовательно, нанесение индикатора и осмотр нужно проводить в зоне достаточной намагниченности (далее зона ДН). Зона ДН зависит от типа дефектоскопа, взаимного расположения детали и соленоида, а также от размеров и формы детали.
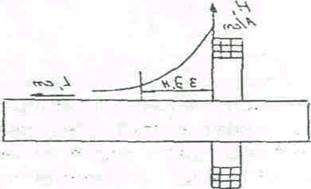
Рис. 3.4
Характер изменения напряженности магнитного поля на поверхности детали по мере удаления от торца соленоида, Ht - тангенциальная составляющая поля; ЗДН - зона достаточной намагниченности
|
|
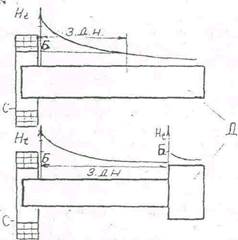
Рис.3.5 Факторы, влияющие на длину зоны ДН:
а) смещение детали в отверстии соленоида к внутренней стенке корпуса соленоида уменьшает зону ДН;
б) увеличение сечения на конце длинной детали увеличивает зону ДН на части детали меньшего сечения.
Зоны ДН могут уменьшаться в следующих случаях:
- при приближении соленоида к концу детали на расстояние менее 300 мм из-за возрастания нормальной составляющей поля, поэтому рекомендуется перемещать соленоид всегда от конца детали кее центру.
- при приближении контролируемой поверхности к корпусу соленоида
на расстояние меньшее 1/5 диаметра отверстия соленоида (40-50 мм от контролируемой поверхности до внутренней поверхности корпуса соленоида с диаметром рабочего отверстия более 200 мм). (Рис.3.5а).
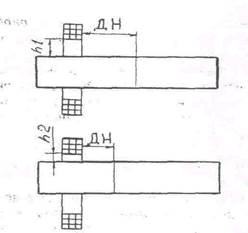
- при увеличении сечения детали. В этом случае каждый участок детали большего сечения необходимо рассматривать как самостоятельную деталь и контролировать его дважды, перемещая соленоид от концов участка к центру (Рис. 3.5б).
Если деталь имеет с одной стороны массивную часть,токонтролировать необходимо всегда со стороны меньшего сечения. В этом случае зоны ДН могут увеличиваться в пределах от 1.2 до 1.5 раз за счет уменьшения нормальной составляющей поля (Рис- 3.5б).
С целью повышения производительности контроля намагничивание можно проводить двумя соленоидами одного типа (например, два дефектоскопа МД-12ПШ), расположенными соосно. Соленоиды (или один из них) должны иметь возможность перемещения вдоль их общей оси. При включении соленоиды должны притягиваться друг к другу. В противном случае один из соленоидов необходимо развернуть (МД-12ПШ, МД-14П) или изменить полярность включения (МД-12ПЭ, МД-12ПС). Намагничивающие устройства дефектоскопа МД-12ПЭ должны располагаться так, чтобы магнитопроводы были снаружи.
Контролируемая деталь должна располагаться между соленоидами таким образом, чтобы концы ее входили в отверстия соленоидов или контролируемую деталь нужно удлинить технологическими деталями, входящими в отверстия соленоидов.
Длинные детали (L/d > 5) из магнитотвердых материалов, в которых необходимо выявлять поперечные трещины, возникающие в любом месте по всей длине детали, целесообразно контролировать при помощи соленоидов переменного тока (продольное намагничивание) способом приложенного поля (СПП).
3.4.3 Контроль деталей седлообразным намагничивающим устройством дефектоскопа МД-12ПС
Седлообразное намагничивающее устройство допускается применять для намагничивания деталей, имеющих диаметр (или максимальный поперечный размер) не менее 100 мм, для контроля которых достаточна напряженность магнитного поля не менее 30 А/см (средняя часть оси колесной пары, хвостовик автосцепки, гребень цельнокатаного колеса). Седлообразное намагничивающее устройство необходимо располагать над контролируемой деталью (осью колесной пары) таким образом, чтобы расстояние между поверхностью детали и дугой корпуса соленоида было (40 - 60) мм.
Магнитный порошок или суспензия должны наносится с двух сторон от корпуса намагничивающего устройства. Часть поверхности контролируемой детали, заключенная в промежутке между его дугами, находится вне зоны контроля. Чтобы ее проверить, необходимо сместить седлообразное намагничивающее устройство так, чтобы непроверенная часть оказалась в зоне Ж
Для увеличения зоны контроля рекомендуется намагничивать длинные детали 1(например, ось колесной пары) или цепочки из коротких деталей, общей длиной более 600 мм двумя седлообразными устройствами, расположенными на расстоянии 220 - 240 мм друг от друга. В этом случае в зоне контроля оказывается вся поверхность детали, находящаяся между седлообразными устройствами и с внешних сторон от них в пределах зон ДН. При намагничивании деталей типа валов или осей диаметром более 100 мм в зоне контроля оказывается 1/3 окружности детали, расположенная под седлообразным намагничивающим устройством. Поэтому такие детали необходимо контролировать не менее, чем за три прохода, поворачивая ее каждый раз на 120 или 90 градусов, или контролировать за один проход, перемещая намагничивающее устройство со скоростью не более 2 м в минуту при вращении детали со скоростью не более 5 оборотов в минуту. В последнем случае суспензия наносится перед движущимся седлообразным намагничивающим устройством и одновременно осматривается поверхность детали непосредственно за ним.
3.4.4 Намагничивание деталей приставным электромагнитом
Приставной электромагнит применяется в тех случаях, когда известно место зарождения трещины и ее ориентация на крупногабаритных деталях и при вторичном контроле по показаниям вихретокового дефектоскопа или визуального контроля.
Электромагнит устанавливается на деталь таким образом, чтобы его полюса опирались в поверхность детали по разные стороны от предполагаемой трещины. В зоне контроля оказывается часть поверхности детали, заключенная между полюсами, за исключением участков, примыкающих к ним (зона невыявления) в пределах от 5 до 15мм в зависимости от размеров электромагнита.
3.4.5 Намагничивание деталей гибким кабелем
Для контроля колец, полых цилиндров, хомутов rf других деталей с отверстиями применяется циркулярное намагничивание путем пропускания тока по кабелю или стержню, вставленному в отверстие детали, или по кабелю (проводу), намотанному на деталь тороидально.
Кабель или стержень вставляется в отверстие детали строго по центру, так как при его смещении могут возникнуть на контролируемой поверхности местные полюса, на которых собирается магнитный порошок.
Способ контроля (СПП или СОН) выбирается в зависимости от магнитных характеристик материала и от величины тока, который может обеспечить имеющийся дефектоскоп.
При контроле СПП колец, хомутов и т, п. на деталь необходимо намотать 3-6 витков кабеля, расположенных рядом друг с другом нанести индикатор на свободную поверхность детали, после отекания суспензии поверхность осмотреть, затем витки переместить на проверенный участок и проверить оставшуюся часть детали.
Для составления технологической карты и определения числа витков, которые нужно наматывать на деталь, необходимо измерить амплитудное значение продольной составляющей напряженности поля на поверхности детали с противоположной от витков стороны. Если напряженность поля окажется ниже допустимой для данной стали, то необходимо определить зоны ДН и контролировать в несколько этапов, перемещая каждый раз витки на одну-две зоны ДН.
При контроле СОН кабель необходимо намотать на деталь равномерно по ее окружности, если дефектоскоп обеспечивает требуемый ток, или намагничивать по частям, смещая каждый раз витки не более, чем на одну зону ДН.
Дата добавления: 2018-09-24; просмотров: 1076;