Организация процессов освоения производства новой продукции
Освоение производства – это начальный период промышленного производства новой продукции, в течение которого достигаются запланированные технико-экономические показатели. Период освоения производства начинается с изготовления опытного образца новой продукции и завершается началом ее серийного производства. В период освоения продолжается конструкторско-технологическая доработка нового изделия и отладка технологии его производства.
Период освоения производства новой продукции характерен для условий массового и серийного производства. В единичном производстве период освоения практически отсутствует, так как выпуск новых изделий осуществляется единицами или небольшими партиями.
Период освоения новой продукции включает следующие этапы:
1. Отладка и доводка новой конструкции изделия. В этот период поступает значительное количество конструкторско-технологических изменений, которые требуют не только внесения корректировок в конструкторскую документацию, но и в технологические процессы.
2. Внедрение и отладка новых технологических процессов, освоение рабочими новых технологических операций, рациональных трудовых приемов и навыков.
3. Техническое освоение предусматривает достижение технических параметров конструкции изделия, определенных стандартами и техническими условиями.
4. Производственное освоение – это достижение запланированных объемов выпуска продукции при заданном качестве и устойчивости производства.
5. Экономическое освоение – это достижение запланированных экономических показателей по себестоимости, прибыли и рентабельности производства новой продукции.
Эффективность процесса обновления выпускаемой продукции на машиностроительных предприятиях во многом определяется рациональностью выбранного метода перехода на производство новых изделий.
Выбор метода перехода зависит от ряда факторов:
– различия в степени новизны осваиваемого и снимаемого с производства изделий;
– степени подготовленности предприятия к освоению новой продукции;
– типа производства;
– уровня унификации и стандартизации новой продукции.
Используемые в машиностроении методы перехода на выпуск новой продукции различаются прежде всего степенью совмещения времени выпуска заменяемых и осваиваемых изделий и подразделяются на три вида: последовательный, параллельный и параллельно-последовательный.
Последовательный метод – переход характеризуется тем, что производство новой продукции начинается после полного прекращения выпуска продукции, снимаемой с производства. В зависимости от времени перерыва между окончанием выпуска «старой» продукции и началом выпуска «новой» различают прерывно-последовательный и непрерывно-последовательный варианты перехода (рис. 9.3.2. и 9.3.3.).
 - объем выпуска изделий;
- объем выпуска изделий;
 - плановый объем выпуска изделий;
- плановый объем выпуска изделий;
 - время освоения новой продукции;
- время освоения новой продукции;
 - график выпуска старого изделия;
- график выпуска старого изделия;
 - график выпуска нового изделия.
- график выпуска нового изделия.
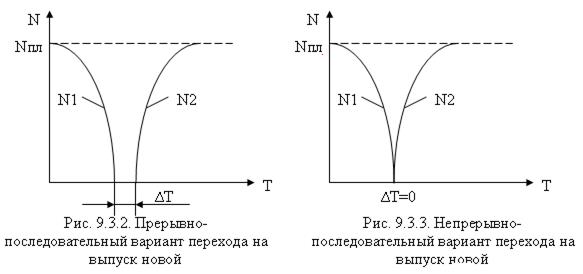
При прерывно-последовательном варианте перехода (рис.9.3.2.) остановка производства на время  используется для перепланировки и монтажа оборудования, необходимого для выпуска нового изделия. При непрерывно-последовательном варианте перехода (рис.9.3.3.) выпуск нового изделия начинается сразу после прекращения выпуска старого изделия, но этот вариант требует наличия резервных или дополнительных площадей для подготовки к выпуску новой продукции.
используется для перепланировки и монтажа оборудования, необходимого для выпуска нового изделия. При непрерывно-последовательном варианте перехода (рис.9.3.3.) выпуск нового изделия начинается сразу после прекращения выпуска старого изделия, но этот вариант требует наличия резервных или дополнительных площадей для подготовки к выпуску новой продукции.
Недостатком последовательного метода перехода является снижение объема производства до нуля в период освоения выпуска новой продукции.
Параллельный метод характеризуется постепенным замещением снимаемой с производства продукции вновь осваиваемой, где одновременно с сокращением объема производства старой продукции происходит наращивание выпуска новой продукции (рис.9.3.4.).
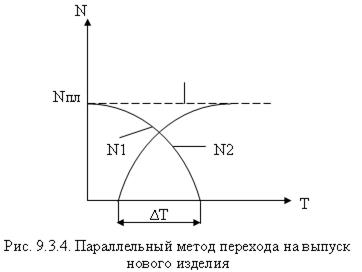
Продолжительность совмещения времени  различна и зависит от степени подготовленности предприятия к выпуску нового изделия. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
различна и зависит от степени подготовленности предприятия к выпуску нового изделия. Этот метод наиболее часто применяется в машиностроении как в массовом, так и в серийном производстве.
Основное преимущество параллельного метода перехода по сравнению с последовательным – сохранение или незначительное уменьшение суммарного объема выпуска продукции.
Параллельно-последовательный метод перехода достаточно широко применяется в массовом производстве при освоении новой продукции, существенно отличающейся по конструкции от снимаемой с производства. При этом на предприятии создаются дополнительные мощности (участки), на которых начинается освоение нового изделия – отрабатываются технологические процессы, проводится квалификационная подготовка персонала, организуется выпуск первых партий новой продукции. В этот же период продолжается выпуск и старых изделий. После завершения начального периода производится короткая остановка как в основном производстве, так и на дополнительных участках, в течение которой осуществляется перепланировка оборудования. При этом оборудование дополнительных участков передается в цехи основного производства. По завершении этих работ организуется выпуск новой продукции более быстрыми темпами (рис.9.3.5.).
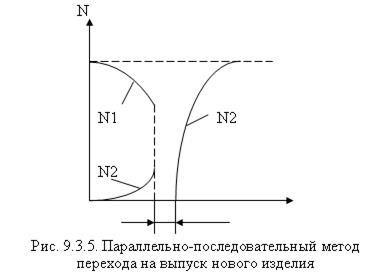
Недостатком этого метода является так же потери в суммарном выпуске продукции в период освоения новой продукции, хотя в меньших объемах, чем при последовательном методе.
Одним из основных направлений сокращения времени и затрат при переходе на новые модели продукции в современных условиях является внедрение гибких автоматизированных производств, гибких поточных и автоматических линий.
Лекция 10. Планирование инновационных процессов на предприятии
Тема 10.1. Виды и содержание планов подготовки производства
Планирование технической подготовки производства
Успех предприятия на рынке достигается тогда, когда они действуют с опережением предвидя будущее и готовясь к нему, а не реагируя задним числом. Подготовка к будущему осуществляется посредством планирования. Планирование осуществляется на данных маркетинговых исследования, которые отвечают на вопрос: какую продукцию нужно производить.
Планирование включает в себя установление объема работ, определение трудоемкости работ, определение потребного количества и состава работников, распределение работ по подразделениям и исполнителям, составление смет затрат на подготовку, определение сроков выполнения работ, координирование и регулирование работ и контроль за ходом их выполнения, достижение равномерной загрузки подразделений и исполнителей.
Составляются следующие виды планов:
перспективные,
генеральные,
календарные планы - графики и
оперативные.
Перспективные планы составляются на пять лет ним или более длительный период. В них даются перечень новых изделий, подлежащих разработке на перспективу, прогнозные показатели качества продукции, сроки подготовки и укрупненные затраты.
Генеральные планы разрабатываются по каждому виду новой продукции на весь период ее подготовки с указанием этапов и работ, трудоемкости циклов технической подготовки, срокам выполнения каждого этапа и цикла и проекта в целом.
Календарные планы -графики составляются на год по этапам, исполнителям .
Оперативные планы составляются на текущий период квартал, месяц, сутки.
Исходные данные для разработки планов:
перечень новых видов продукции, подлежащих разработке
установленные сроки освоения;
объемные нормативы - количество оригинальных деталей, чертежей, документов, количество оснастки и др.
трудовые нормативы, нормативы длительности циклов и этапов.
Планирование инновационных процессов заключается в составлении календарных планов выполнения работ, определении необходимых трудовых, материальных и финансовых ресурсов на проведении научно-исследовательских и проектно-конструкторских работ.
Основные задачи планирования научно-технических разработок:
взаимная увязка всех работ по созданию новой техники и установление рациональной последовательности выполнения этапов;
определение общей продолжительности работ и обеспечение их выполнения в срок;
наилучшего использования производственных ресурсов.
В основе планирования технической подготовки производства лежат расчеты трудоемкости и продолжительности выполнения отдельных стадий и этапов работ.
При планировании научно-технических разработок нормативным методом определяются с использованием имеющихся нормативов трудоемкости работ по всем стадиям и этапам, продолжительность отдельных этапов и всей разработки в календарных днях, смета затрат.
Различают следующие виды нормативов:
– трудоемкости (количество нормо-часов на одну спецификацию детали, сборочной единицы);
– длительности циклов (количество нормо-часов на разработку стадии, этапа технической подготовки производства);
– затрат (руб./спецификацию).
Нормативы могут различаться по стадиям и этапам работ, по категориям новизны и группам сложности проектируемых изделий. Для отнесения изделий к группе сложности и категории новизны составляются отраслевые классификаторы. Использование нормативного метода получило распространение при разработке конструкторской и технологической документации на проектируемое изделие. При отсутствии нормативов на отдельные работы трудоемкость следует определять экспертным или опытно-статистическим методами.
Трудоемкость работ по стадиям технического задания, технического предложения и эскизного проекта определяют по нормам в целом на изделие в зависимости от категории новизны (А, Б, В, Г) и группы сложности (I, II, III, IV) изделия.
Для этапов технического проекта и рабочей документации трудоемкость определяется по формуле:
 , (10.1.1.)
, (10.1.1.)
где  ,
,  – количество наименований оригинальных деталей и сборочных единиц
– количество наименований оригинальных деталей и сборочных единиц  -й категории новизны и
-й категории новизны и  -й группы сложности;
-й группы сложности;
 ,
,  - нормативы трудоемкости разработки одной оригинальной детали и сборочной единицы -й категории новизны и -й группы сложности, нормо- час.
- нормативы трудоемкости разработки одной оригинальной детали и сборочной единицы -й категории новизны и -й группы сложности, нормо- час.
На основе установленной трудоемкости по каждой  -й стадии определяется продолжительность цикла стадии в календарных днях:
-й стадии определяется продолжительность цикла стадии в календарных днях:
 , (10.1.2.)
, (10.1.2.)
где  – трудоемкость -й стадии, час;
– трудоемкость -й стадии, час;
 – коэффициент, учитывающий дополнительное время на согласование, внесение изменений в техническую документацию и другие работы, не предусмотренные нормативами
– коэффициент, учитывающий дополнительное время на согласование, внесение изменений в техническую документацию и другие работы, не предусмотренные нормативами  ;
;
 – коэффициент перевода рабочих дней в календарные:
– коэффициент перевода рабочих дней в календарные:
 , (10.1.3.)
, (10.1.3.)
где  ,
,  – количество календарных и рабочих дней в плановом периоде;
– количество календарных и рабочих дней в плановом периоде;
 - количество работников, занятых на выполнении -й стадии;
- количество работников, занятых на выполнении -й стадии;
 - продолжительность рабочего дня (смены), час;
- продолжительность рабочего дня (смены), час;
 - коэффициент выполнения норм для работников со сдельной оплатой труда
- коэффициент выполнения норм для работников со сдельной оплатой труда  .
.
Необходимая численность работников, может быть определена по формуле:
 , (10.1.4.)
, (10.1.4.)
где  – действительный фонд времени одного работника на плановый период, час.
– действительный фонд времени одного работника на плановый период, час.
Определение общей продолжительности работ зависит от организации работ, основанной на последовательном или параллельно-последовательном выполнении стадий и этапов.
Последовательный метод организации работ заключается в том, что каждая последующая стадия начинается после полного завершения предшествующей. В этом случае общая продолжительность работ в календарных днях определяется по формуле:
 , (10.1.5.)
, (10.1.5.)
где  – продолжительность -й стадии в днях;
– продолжительность -й стадии в днях;
 - количество стадий в разработке.
- количество стадий в разработке.
Продолжительность всей разработки можно уменьшить либо за счет сокращения длительности отдельных стадий, либо за счет частичного совмещения времени их выполнения, то есть применения параллельно-последовательного метода организации работ.
Общая продолжительность работ при параллельно-последовательном методе определяется по формуле:
 , (10.1.6.)
, (10.1.6.)
где  – минимальное значение продолжительности смежных стадий, выполняемых параллельно;
– минимальное значение продолжительности смежных стадий, выполняемых параллельно;
 - коэффициент, учитывающий параллельное (одновременное) выполнение смежных стадий
- коэффициент, учитывающий параллельное (одновременное) выполнение смежных стадий  .
.
Расходы, связанные с научно-исследовательскими и опытно-конструкторскими работами (НИОКР), включаются при расчетах экономической эффективности новой техники в сумму капитальных вложений под общим названием «предпроизводственных затрат».
Общую сумму на выполнение конкретной разработки называют сметной стоимостью НИОКР. Ее рассчитывают по следующим калькуляционным статьям расходов.
1. Материалы, покупные изделия и полуфабрикаты, необходимые для проведения научных исследований, изготовления макетов изделия. Они оцениваются по действующим оптовым ценам с включением транспортно-заготовительных расходов, которые составляют 5-10% от стоимости материалов.
2. Специальное оборудование для научных и экспериментальных работ. Приобретение такого оборудования производится за счет сметной стоимости НИОКР в тех случаях, когда оно используется для разработки только данной темы.
Специальное оборудование для разработки нескольких тем может приобретаться за счет капитальных вложений с зачислением его в основные фонды организации. Его стоимость учитывается в сметной стоимости НИОКР в виде амортизационных отчислений по формуле:
 , (10.1.7.)
, (10.1.7.)
где  – полная первоначальная стоимость оборудования;
– полная первоначальная стоимость оборудования;
 – время использования оборудования по данной теме, час;
– время использования оборудования по данной теме, час;
 – годовая норма амортизационных отчислений, %;
– годовая норма амортизационных отчислений, %;
– действительный годовой фонд времени работы оборудования, час.
3. Основная заработная плата исполнителей НИОКР (научных сотрудников, конструкторов, технологов, экономистов, рабочих и служащих) определяется по повременно-премиальной или окладно-премиальной системах оплаты труда по формулам:
 , (10.1.8.)
, (10.1.8.)
где  – часовая тарифная ставка -го рабочего или служащего;
– часовая тарифная ставка -го рабочего или служащего;
 – количество отработанных часов -м рабочим или служащим за расчетный период (месяц);
– количество отработанных часов -м рабочим или служащим за расчетный период (месяц);
 – количество рабочих или служащих;
– количество рабочих или служащих;
 – сумма премиальных начислений.
– сумма премиальных начислений.
 , (10.1.10.)
, (10.1.10.)
где  - месячный оклад -го работника;
- месячный оклад -го работника;
 – фактическое количество отработанных дней -м работником за месяц;
– фактическое количество отработанных дней -м работником за месяц;
 – плановое количество рабочих дней за месяц;
– плановое количество рабочих дней за месяц;  – сумма премий -го работника.
– сумма премий -го работника.
4. Дополнительная заработная плата исполнителей принимается в размере 15% от основной заработной платы.
5. Отчисления на социальное страхование принимается в размере страховых выплат 34% от суммы основной и дополнительной заработной платы.
6. Оплата работ, выполненных сторонними организациями, в том числе опытно-экспериментальным цехом по изготовлению опытного образца нового изделия. Сумма этих затрат определяется по согласованной смете затрат, представленной сторонними организациями.
7. Научные и производственные командировки определяются по смете затрат, учитывающие место, сроки командировок, оплату проезда, суточные и за проживание в гостинице.
8. Накладные расходы учитывают расходы на управление, хозяйственное обслуживание, амортизацию основных фондов организации и принимаются в размере  от основной заработной платы исполнителей.
от основной заработной платы исполнителей.
Таким образом, сметная стоимость НИОКР определяется как сумма расходов по всем перечисленным калькуляционным статьям.
Тема 10.2. Особенности ленточных графиков в планировании
Дата добавления: 2018-03-01; просмотров: 1649;