Выбор режимов охлаждения, термообработки и очистки поковок
Режим охлаждения, способ термообработки и очистки поковок выбирают в соответствии с материалом и требуемым уровнем механических свойств поковок.
Пример расчета (назначения) допусков и допускаемых отклонений и припусков на поковки
Шестерня привода (рис. 1).
Штамповочное оборудование - горячештамповочный автомат.
Нагрев заготовок - индукционный.
1. Исходные данные по детали
1.1. Материал - сталь 30ХМА (по ГОСТ 4543): 0,17-0,37% Si; 0.26-0,33% С; 0,4-0,7% Мn; 0,8-1,1% Сr; 0,15-0,25% Mo.
1.2. Масса детали - 0,390 кг.
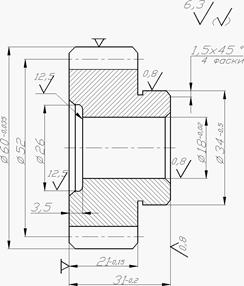
Рис. 1. Чертеж детали
2. Исходные данные для расчета
2.1. Масса поковки (расчетная) - 0,620 кг:
расчетный коэффициент Kp (cм. приложение 3 ГОСТ 7505-89) - 1,6;
0,390х1,6=0,620 кг.
2.2. Класс точности - ТЗ (см. приложение 1 ГОСТ 7505-89).
2.3. Группа стили - Ml (см. табл. 1 ГОСТ 7505-89).
Средняя массовая доля углерода в стали 30ХМА 0,3% С, а суммарная массовая доля легирующих элементов - 1,9% (0,27% Si; 0,46% Мn; 0,96% Сr; 0,25% Мо).
2.4. Степень сложности - C1 (cм. приложение 2 ГОСТ 7505-89).
Размеры описывающей поковку фигуры (цилиндр), мм:
диаметр - 63 (60х1,05);
длина - 32,5 (31х1,05) (где 1,05 - коэффициент).
Масса описывающей фигуры (расчетная) - 0,780 кг;

2.5. Конфигурация поверхности ренина штампа П (плоская) - (см. табл. 1 ГОСТ 7505-89).
2.6. Исходный индекс - 6 (см. табл. 2 ГОСТ 7505-89).
3. Припуски и кузнечные напуски
3.1. Основные припуски на размеры (см. табл. 3 ГОСТ 7505-89), мм:
1,0 - диаметр 60 мм и чистота поверхности 6,3;
1,0 - диаметр ступицы 34 мм и чистота поверхности 0,8;
1,0 - толщина 31 мм и чистота поверхности 6,3;
1,1 - толщина 31 мм и чистота поверхности 0,8;
0,9 - толщина 21 мм и чистота поверхности 6,3.
3.2. Дополнительный припуск, учитывающий отклонение от плоскостности - 0.2 мм (см. табл. 14 ГОСТ 7505-89).
4. Размеры поковки и их допускаемые отклонения (см. рис. 2)
4.1. Размеры поковки, мм:
| диаметр 60+1.0х2=62 диаметр 34 + 1.0х2=36 толщина 21 + (0,9+0,2)х2=23,2 толщина 31 + 1,0+1,1+0,2х2=33,5 | принимается 62; » 36; » 23; принимается 33,5 |
4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм (см. табл. 7 ГОСТ 7505-89).
4.3. Допускаемые отклонения размеров (см. табл. 8 ГОСТ 7505-89), мм:
диаметр  ; диаметр ступицы
; диаметр ступицы  ; толщина
; толщина  ;
;
»  .
.
4.4. Неуказанные предельные отклонения размеров - по п. 5.5 ГОСТ 7505-89.
4.5. Неуказанные допуски радиусов закругления - по п. 5.23 ГОСТ 7505-89.
4.6. Допускаемая высота торцового заусенца - 3,0мм (см. табл, 11 ГОСТ 7505-89).
4.7. Допускаемое отклонение от плоскостности - 0,5 мм (см. табл. 13 ГОСТ 7505-89).
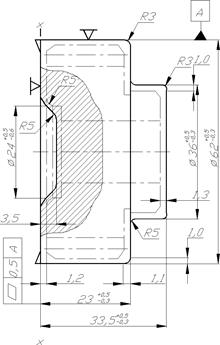
Рис. 2. Чертеж поковки
Литература
1. Технология конструкционных материалов: Учебник для машиностроительных спецальностей ВУЗов. / А.М.Дальский, И.А.Артюхов, Т.М.Барсуков и др.; под общей редакцией А.М.Дальского. – 2 изд., перераб. и доп. – М.: «Машиностроение», 1985. – 448 с., ил.
2. Технология металлов. Б.В.Кнорозов, Л.Ф.Усов, А.В.Третьяков и др.; - М.: «Металлургия», 1979. – 904 с., ил.
3. Брюханов А.Н. Ковка и объемная штамповка. – М.: «Машиностроение», 1975. – 282 с., ил.
4. Поковки стальные штампованные. Допуски, припуски и кузнечные напуски / ГОСТ 7505-89 – М.: Государственный комитет по управлению качеством продукции и стандартам, 1990.
Дата добавления: 2017-11-04; просмотров: 650;