Логистика производственных процессов
В исследованиях по логистике можно выделить два направления:
1. Предприятие рассматривается как самостоятельная единица и основное внимание уделяется операциям, связанным с входом и выходом материального потока.
2. Внимание уделяется деталям прохождения продукта внутри предприятия.
Организация материальных потоков внутри предприятия должна зависеть от проблемы реализации продукции. В условиях дефицита, когда существует полная уверенность, что продукция будет реализована, большое внимание следует уделять вопросам высокой загрузки оборудования (повышение коэффициента сменности, коэффициентов использования оборудования по времени, мощности, объему работы), увеличению производственных серий, сокращению номенклатуры выпускаемой продукции, увеличению запасов. В этих условиях осуществляется выпуск продукции на склад в соответствии с разработанным на предприятии планом.
В условиях же когда на первый план выходит проблема реализации и непредсказуемости спроса производство на склад заменяется в значительной степени производством на заказ. Становится невыгодным содержание больших запасов и в то же время нельзя упускать возможность выполнения возникающих заказов[17]. Поэтому важное значение имеет быстрая адаптация системы (предприятия) к изменениям окружающей среды, что обеспечивается возможностью ее подсистем (закупка, склады, запасы и др.) быстро менять состав выходного потока.
Управление материальными потоками в рамках внутрипроизводственных логистических систем осуществляется исходя из двух основных подходов.
Первый подход представляет собой систему с “выталкиванием” (Push system) изделия (рис.1).
Он предполагает, что изготовление изделий начинается на одном конце производственной линии, проходит через последовательный ряд технологических операций и заканчивается обработкой на другом конце производственной цепочки. Материальный поток “выталкивается” получателю по команде, поступающей на передающее звено из центральной системы управления производством. При этом по завершении обработки на одном участке изделие передается на следующий независимо от того, готов ли этот участок принять изделие на обработку или нет. Каждый участок имеет производственный план. Однако создать “жесткий” технологический процесс, все параметры которого были бы наперед точно рассчитаны, невозможно. Поэтому на предприятиях всегда должен быть определенный производственный запас, который играет роль буфера и увеличивает гибкость системы. Толкающие системы известны под названием “системы MRP”[18].Вышеназванные системы в значительной степени характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с широким использованием ЭВМ, что позволило повысить гибкость этой системы.

Рис.1 Система с выталкиванием изделия, запущенного в производство
Сокращению производственных запасов при одновременном увеличении гибкости производства способствует система поточного производства с “вытягиванием” изделий (Pull system) (рис.2).

Рис.2 Система с вытягиванием изделия, запущенного в производство
Эта система предполагает получение изделий с предыдущего участка по мере необходимости. Центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. На промышленных предприятиях план имеет только линия окончательной сборки и отсюда информация о необходимости производить необходимые детали поступает на предыдущие участки посредством специальных карточек. План на участках формируется каждый день, что и обеспечивает гибкость системы[19].
К логистическим системам с вытягиванием относят систему КАН-БАН[20].
В этой системе выделяют два вида карточек:
¨ карточки отбора;
¨ карточки производственного заказа.
В карточке отбора указывается количество деталей, которое должно быть взято на предшествующем участке обработки.
В карточке производственного заказа указано количество деталей, которое должно быть изготовлено на предшествующем участке.
В месте складирования детали погружаются в автопогрузчик в количестве, указанном в карточках отбора (рис. 3). При этом с ящиков снимаются прикрепленные к ним карточки заказа, которые информируют о заказе на изготовление новых деталей в строго определенном количестве. План на участках формируется каждый день. Это обеспечивает гибкость системы. Какое-либо перемещение изделий без карточек недопустимо. Обычно система КАН-БАН сочетается с системой контроля качества. Эта система не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок и высокую ответственность персонала, что и ограничивает ее внедрение в различных странах.
Логистика запасов
Как указывалось выше, логистика изучает материальные потоки. Запасы можно рассматривать как форму существования материального потока.
Теория управления запасами разрабатывает методы вычисления величины запасов, обеспечивающей наиболее экономным путем удовлетворение будущего (не всегда определенного) спроса.
Анализ моделей управления запасами сводится к установлению последовательности процедур снабжения и пополнения запасов, при которой обеспечиваются минимальные суммарные затраты, связанные с заготовками, хранением продукта и убытками из-за неудовлетворенного спроса.
Чрезмерно большой запас связан с омертвлением капиталов, требует значительных затрат на хранение и уход за ним. С другой стороны, недостаточный запас вызывает перебои в работе производства, нарушает взаимодействие с другими предприятиями и грозит различными экономическими санкциями.
Целесообразный уровень запасов зависит от большого числа условий, связанных как с самим производством, так и с внешними по отношению к нему факторами.
К внутренним условиям относятся, например, интенсивность использования запасов в зависимости от характера выполняемого заказа, возможности хранения и затраты на содержание запасов в течение того или иного промежутка времени.
Внешние факторы, влияющие на выбор уровня запасов, определяются колебаниями спроса на продукцию предприятия, возможностями поставщиков, оперативностью выполнения заказов, затратами на перевозку. Сильным стимулом к созданию излишних запасов служит их дефицит. При этом отмечается, что в ресурсоограниченной экономике в рамках всех нормальных запасов доля запасов полуфабрикатов и материалов относительно больше доли нормальных запасов готовой продукции, а в спросоограниченной экономике – наоборот[21].
Некоторые из перечисленных факторов можно заранее учесть, другие являются случайными, статистические закономерности которых подлежат определению.
Определение целесообразного уровня запаса чаще всего сводится к выбору рациональных моментов заказа (когда?) и рациональных объемов пополнений (сколько, в каком количестве?). В этом случае рассматриваются две альтернативы: либо заказы производятся часто и малыми партиями; либо редко и в большом объеме.
Иногда дополнительное количество материалов заказывается после определения потребности на основе уже заключенного договора. Недостатком этого простейшего метода является то, что период от момента оформления заказа и до получения материалов может быть весьма значительным. Поэтому подобный метод оформления заказа предпочтителен для дорогих деталей (участок А на кривой АВС)[22] и деталей с весьма колеблющейся потребностью.
Другой подход оформления основан на ритмичности получения заказов. В этом случае применяются системы с фиксированным размером заказа (perpetual inventory system – постоянная система) и с фиксированным интервалом времени между заказами (periodic system – периодическая система).
Система с фиксированным размером заказа контролирует уровень запаса. Когда уровень запаса падает ниже установленного (точка заказа), выдается заказ на восполнение запасов. В этой системе важное значение приобретает определение экономически разумного (оптимального) размера заказа.
Оптимальный размер заказа по критерию минимизации совокупных затрат на хранение и повторение заказа рассчитывается по формуле Вильсона (Wilson formula):

 ,
,
где EOQ (ECONOMIC ORDER QUANTITY) – экономически разумный размер заказа;
D – годовая потребность в заказываемом продукте, штук;
O – затраты на поставку единицы заказываемого продукта, руб.;
H – годовые затраты на хранение единицы заказываемого продукта, руб./шт.
Например, фирма сбывает равномерно в течение года (N = 12 месяцев) в общей сложности D = 2400 штук изделий. Издержки хранения составляют H = 1,50 руб./шт. в единицу времени (за месяц), издержки заказа составляют O = 150 руб./заказ, тогда оптимальный объем пополнения запасов (величина заказа) равен:
 штук.
штук.
Графическое представление суммарных издержек за период времени (Т) (годовые издержки) в зависимости от размера партий поставки (Q) характеризует следующий график (рис. 1):
ТС = Сн + Со,
где ТС – суммарные годовые издержки;
Сн – издержки по хранению запаса на складе;
Со – издержки по оформлению заказа;
ТС = (Q/2)*H + (D/Q)*O
В издержки по хранению запаса на складе (Сн) входят:
1. Постоянная составляющая издержек по хранению, не зависящая от объема хранимого запаса:
¨ затраты на содержание помещений;
¨ амортизация складского оборудования;
¨ страхование складского хозяйства;
¨ оплата определенной части налогов на имущество;
¨ освещение и отопление;
¨ текущий ремонт;
¨ затраты на управленческий персонал;
2. Переменная составляющая издержек на хранение, прямо пропорциональная объему хранимого запаса:
¨ потери от омертвления средств, вложенных в покупку складских запасов;
¨ издержки по страхованию запасов;
¨ потери от порчи хранимых запасов;
¨ прямые затраты на производственный персонал.
В издержки по оформлению заказа (Со) входят:
1. Постоянная их составляющая:
¨ расходы по организации заказа;
¨ транспортные расходы, не связанные с объемом партии поставки;
2. Переменная составляющая по оформлению заказа:
¨ транспортные расходы, зависящие от величины партии поставки;
¨ расходы по погрузке-разгрузке.
Кривая общих годовых издержек является достаточно пологой вблизи точки минимума. Это свидетельствует, что вблизи точки минимума размер запаса может колебаться в некоторых пределах без существенного изменения общих издержек (рис.1).
Система с фиксированным интервалом времени между заказами предполагает размещение заказов на восполнение запасов с заданной периодичностью. Определить интервал времени между заказами можно с учетом оптимального размера заказа (EOQ). Для расчета интервала времени между заказами (время потребления заказа) используют формулу:
 ,
,
где N – количество рабочих дней (месяцев) в году;
D – потребность в заказываемом продукте, штук;
EOQ – оптимальный размер заказа, штук.
По данным, приведенным выше, определим время потребления запаса:
 = 1 месяц.
= 1 месяц.
Этот интервал времени может быть скорректирован на основе экспертных оценок. В этой системе момент заказа не меняется, в то время как размер заказа является изменяемой величиной. Расчет размера заказа (OQ) между заказами производится по формуле:
OQ= Максимальный желательный заказ – текущий заказ + ожидаемое потребление за время поставки
Приведенные выше системы управления запасами рассматривают один из двух параметров – размер заказа или интервал времени между заказами. Эти системы являются эффективными для материалов с относительно невысокой стоимостью в условиях постоянного потребления запасов. Гораздо сложнее определять точку заказа при неритмичном потреблении запасов. В этом случае следует вести наблюдение за всеми отклонениями, чтобы не перейти то количество, которое позволяет продолжать работу до восполнения запасов.
На основе сочетания систем можно построить большое количество их разновидностей, отвечающих различным требованиям.
Достаточно широкое распространение на практике имеет система с установленной периодичностью пополнения запасов до установленного уровня. Чтобы избежать завышение объемов запасов или их дефицит, через постоянные промежутки времени проводится проверка состояния запасов, и если после предыдущей проверки было реализовано какое-либо количество товаров, то подается заказ. Размер заказа равен разности между максимальным уровнем, до которого происходит пополнение запасов, и фактическим уровнем в момент проверки[23].
Существует также система управления запасами, называемая системой “Минимум-максимум” (система с двумя уровнями, или Ss-система).
Она ориентирована на ситуацию, когда затраты на учет запасов и издержки на оформление заказа значительны и соизмеримы с потерями от недостатка запасов. Поэтому в рассматриваемой системе заказы производятся не через каждый заданный интервал времени, а только при условии, что запасы на складе в этот момент оказались равными или меньше установленного минимального уровня. В случае выдачи заказа его размер рассчитывается так, чтобы поставка пополнила запасы до максимального желательного уровня. Таким образом, данная система работает лишь с двумя уровнями запасов – минимальным и максимальным[24].
Одной из простейших систем пополнения запасов является система “двух ящиков” (Two-bin system). В этом случае используются два контейнера для запасов. Когда в одном из контейнеров запасы израсходованы, происходит их пополнение.
В литературе приводятся рекомендации о целесообразности использования систем управления запасами в зависимости от определенных обстоятельств:
1. Если издержки управления запасами значительные и их можно вычислить, то следует применять систему с фиксированным размером заказа;
2. Если издержки управления запасами незначительные, то более предпочтительной оказывается система с постоянным уровнем запасов;
3. При заказе товаров поставщик налагает ограничения на минимальный размер партии. В этом случае желательно использовать систему с фиксированным размером заказа, поскольку легче один раз скорректировать фиксированный размер партии, чем непрерывно регулировать его переменный заказ;
4. Однако, если налагаются ограничения, связанные с грузоподъемностью транспортных средств, то более предпочтительней является система с постоянным уровнем запасов;
5. Система с постоянным уровнем запасов более предпочтительна и в том случае, когда поставка товаров происходит в установленные сроки;
6. Система с постоянным уровнем и система с двумя уровнями часто выбирается тогда, когда необходимо быстро реагировать на изменение сбыта[25].
Различные виды сырья и материалов и неодинаковые условия их потребления и назначения в различных фирмах определяют необходимость использования различных методов расчета потребности в них.
Существуют три метода расчета потребности в материалах:
¨ детерминированный (определенный);
¨ стохастический (вероятностный, случайный);
¨ эвристический.
Наиболее распространенным и достоверным является детерминированный метод или метод прямого счета.
Потребность в материале определяется по следующей формуле:  ,
,
где Hij – норма i-го материала на производство j-го изделия в натуральных единицах измерения;
Nj – программа производства j-ых изделий в плановом периоде.
На предприятиях с многономенклатурным характером производства этот метод может быть громоздким.
Поэтому потребность в материале определяют по группе однородной продукции (так называемым товарам-представителям).
Разновидностью метода прямого счета является так называемый расчет потребности по аналогии. Он может применяться тогда, когда на новые разновидности изделий еще не разработаны нормы расхода.
В том случае, если определенный вид продукции изготавливается не из одного вида материала, а из нескольких можно рассчитывать потребности в них исходя из рецептурного состава. При использовании расчета по рецептурному составу первоначально определяется потребность в продукции в соответствии с производственной программой. Эта потребность устанавливается умножением черновой массы одного изделия на производственную программу изготовления изделий в плановом периоде. Затем определяется общее количество материалов, которое должно быть отпущено в производство с учетом потерь в технологическом процессе. Потребность в каждом отдельном материале определяется путем умножения полученной величины на долю данного материала в общем составе смеси для изготовления изделий по рецепту.
При определении потребности стохастическим методом учитываются данные прошлого периода и на основе прогноза устанавливается ожидаемая потребность.
Наиболее простым способом является метод динамических коэффициентов. Для определения потребности в материале этим методом необходимо данные о фактическом расходе его в прошлом периоде умножить на коэффициент изменения программы выпуска изделий или объема работ в плановом периоде и на коэффициент, учитывающий экономию материальных ресурсов в связи с внедрением соответствующих организационно-технических мероприятий.
Важным методом стохастических прогнозов является метод экспоненциального сглаживания[26]. Этот метод заключается в том, что ряд динамики сглаживается с помощью скользящей средней, в которой веса подчиняются экспоненциальному закону.
Эту среднюю называют экспоненциальной средней и обозначают St.
Она является характеристикой последних значений ряда динамики, которым присваивается наибольший вес.
Экспоненциальная средняя вычисляется по рекуррентной формуле:
St = L* Yt + (1- L) St-1,
где St – значение экспоненциальной средней в момент t;
St-1 – значение экспоненциальной средней в момент (t – 1);
Yt – значение экспоненциального процесса в момент t;
L – вес t-ого значения ряда динамики (или параметр сглаживания).
Последовательное применение формулы дает возможность вычислить экспоненциальную среднюю через значения всех уровней данного ряда динамики.
Наиболее важной характеристикой в этой модели является L, по величине которой практически и осуществляется прогноз. Чем значение этого параметра ближе к 1, тем больше при прогнозе учитывается влияние последних уровней ряда динамики.
Если L близко к О, то веса, по которым взвешиваются уровни ряда динамики убывают медленно, т.е. при прогнозе учитываются все прошлые уровни ряда.
В специальной литературе отмечается, что обычно на практике значение L находится в пределах от 0,1 до 0,3. Значение 0,5 почти никогда не превышается.
Экспоненциальное сглаживание применимо, прежде всего, при постоянном объеме потребления (L = 0,1 – 0,3). При более высоких значениях (0,3 – 0,5) метод подходит при изменении структуры потребления, например, с учетом сезонных колебаний[27].
Достоверность определяемой потребности на основе рассмотренных выше методов значительно повышается, если они сочетаются с методом экспертных оценок. Сущность его заключается в том, что динамика изменения потребности устанавливается или уточняется на основе опроса специалистов в области снабжения.
С этой целью разрабатываются специальные анкеты, в которых формулируются вопросы, касающиеся факторов и общей потребности в материалах. Обобщение и учет мнений специалистов могут оказать существенное влияние на точность прогнозов. Надежность экспертных оценок определяется в первую очередь подбором специалистов-экспертов, их информированностью в изучаемых проблемах, а также возможностями обработки полученной информации.
Для обобщения оценок экспертов может применяться метод Дельфы[28]. Особенность метода состоит в последовательном анонимном опросе экспертов, исключающем их непосредственный контакт, направленном на уменьшение группового влияния, возникающего при совместной работе экспертов и состоящего в приспособлении к мнению большинства.
Во многом метод расчета потребности в материалах и необходимая точность расчета зависит от различных характеристик материалов.
Вспомогательным средством для классификации материалов служит АВС-анализ.
Его обычно используют для распределения материалов в зависимости от количества и цены(или каких-либо других характеристик).
Его результатом является построение кривой Лоренца. Она характеризует кумулятивное возрастание величин двух взаимосвязанных признаков(в % к итогу), нанесенное на график и показывает степень концентрации отдельных элементов по группам.
Для исследуемых обычно соотношений количества и стоимости этот анализ приводит к следующим результатам: небольшое количество наименований деталей и материалов составляет большую часть стоимости, для большого количества наименований эта доля стоимости относительно мала (Рис.2).
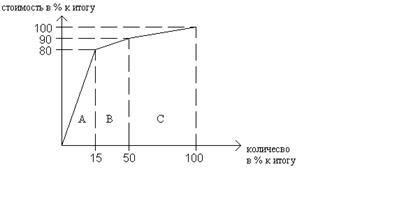
Рис.2. Взаимосвязь между количеством и стоимостью
Таким образом, 15 % деталей составляют 80 % стоимости (группа А), 35 % – 15 % (группа В), 50 % -5 % (группа С).
Поэтому для деталей группы А необходимо особенно точно рассчитывать потребность; оптимальную величину заказа; состояние запасов следует тщательно контролировать.
С помощью анализа XYZ ассортимент деталей, находящихся на складе распределяют в зависимости от частоты потребления.
Детали класса X характеризуются постоянной величиной их потребности.
Детали класса Y характеризуются заранее известными тенденциями определения потребности в них (например, сезонностью).
Детали класса Z потребляются нерегулярно, какие-либо тенденции потребления отсутствуют.
Иногда для распределения материалов на группы X, Y, Z используют коэффициенты вариации, определяемые по формуле:  ,
,
где  – среднее абсолютное отклонение, которое равно средней арифметической из абсолютных отклонений (модулей) значений признака всех единиц совокупности от средней арифметической (
– среднее абсолютное отклонение, которое равно средней арифметической из абсолютных отклонений (модулей) значений признака всех единиц совокупности от средней арифметической (  ):
):  .
.
При этом выделяют следующие границы классов:
| Класс | Границы изменения коэффициента вариации, в % |
| Х | 0 -10 |
| У | 10 – 25 |
| Z | 25 – 
|
Дата добавления: 2017-10-09; просмотров: 591;