Гибкие производственные системы.
Современное машиностроительное производство характеризуется быстрой сменяемостью объекта производства и большой номенклатурой выпускаемых изделий. В этих условиях основой развития машиностроения должно быть автоматизированное гибкое производство во всех его видах (массовое, крупносерийное, серийное и даже мелкосерийное).
Каждый вид гибкого автоматизированного производства требует особых принципов построения оборудования. Так, для серийного и мелкосерийного производства создают гибкие производственные участки (ГАУ), работающие по схеме станок-склад. Пример такого участка показан на рис. 13.3. Обработка заготовок осуществляется на многоцелевых станках 1 с ЧПУ, оснащенных магазинами инструментов. Межоперационное транспортирование и перегрузка спутников 5 с заготовками производится транспортными устройствами и портальным перегрузчиком 3.Для промежуточного складирования заготовок, спутников и инструмента используется склад 4.Эффективность применения такого оборудования во многом определяется высоким уровнем автоматизации переналадки и рациональной организацией производства.

Для автоматизации крупносерийного и массового производства создаются гибкие автоматические линии (ГАЛ), в которых заложены условия эффективного использования оборудования на основе поточного метода изготовления продукции по схеме станок-станок, высокой концентрации операций, высокопроизводительных режимах резания и т.д. Свойства гибкости в ГАЛ обеспечиваются применением переналаживаемого оборудования и систем управления на базе средств вычислительной техники. Характерным примером ГАЛ может служить гибкая автоматическая линия обработки в любой последовательности заготовок зубчатых колес двух типоразмеров (рис 13.4.).
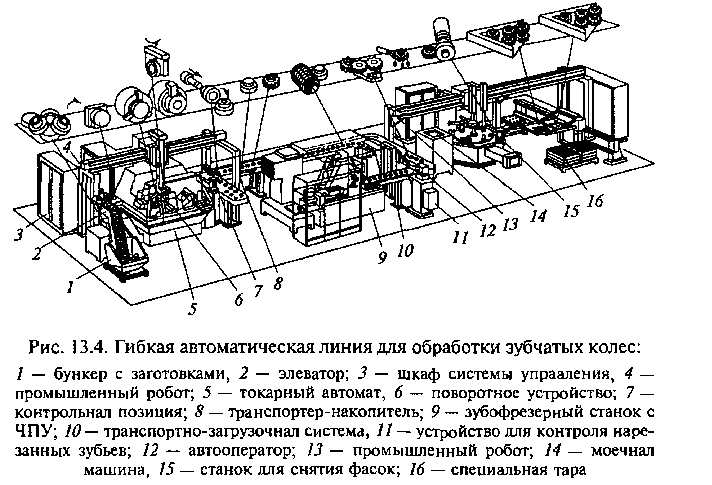
Заготовки каждого типа загружаются в бункер 1 и из него элеватором 2 в ориентированном положении подаются на фиксированную позицию, с которой промышленным роботом 4 устанавливаются в патрон токарного автомата 5. Система управления ГАЛ смонтирована в шкафу 3. Между первым и вторым шпинделями токарного автомата расположено поворотное устройство 6, разворачивающее заготовку на 180 гр. Для обработки ее с другой стороны. После полной токарной обработки внутренняя поверхность заготовки контролируется на позиции 7, и при необходимости дается команда на подналадку инструмента. Затем робот укладывает детали на промежуточный транспортер-накопитель.
Зубья нарезаются на зубофрезерном станке 9 с ЧПУ. На транспортно-загрузочной системе 10 станка установлено устройство 11 для контроля нарезанных зубьев. Заготовки на контрольное устройство подаются автооператором 12 . Затем промышленный робот 13 подает заготовки в моечную машину 14,а оттуда на станок для снятия фасок 15. После обработки робот 13 раздельно укладывает шестерни в специальную тару 16 для дальнейшего транспортирования.
Гибкие автоматические линии для крупносерийного производства сохраняют и развивают основные достоинства традиционных автоматических линий-комплектность обработки и системную автоматизацию производства всех деталей, входящих в изделие, для получения максимального эффекта перехода на новую или модернизированную продукцию без потерь в производительности, точности, ритмичности оборудования без существенных дополнительных финансовых потерь производства.
Согласно принятой в нашей стране терминологии (ГОСТ 26228-81) под ГАЛ понимается гибкая производственная система (ГПС), в которой технологическое оборудование расположено в принятой последовательности технологических операций. В отличие от ГАЛ ГАУ-это ГПС, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования технологического оборудования.
Составной частью любой ГПС является гибкий производственный модуль (ГПМ), которым называют единицу технологического оборудования для производства изделий произвольной номенклатуры. ГПМ с программным управлением автономно функционирует, автоматически осуществляет все функции, связанные с изготовлением изделий разной номенклатуры, обладает возможность встраивания в ГПС. Примером ГПМ может служить производственный модуль, спроектированный и изготовленный на заводе «Красный пролетарий»,показанный на рис. 13.5.
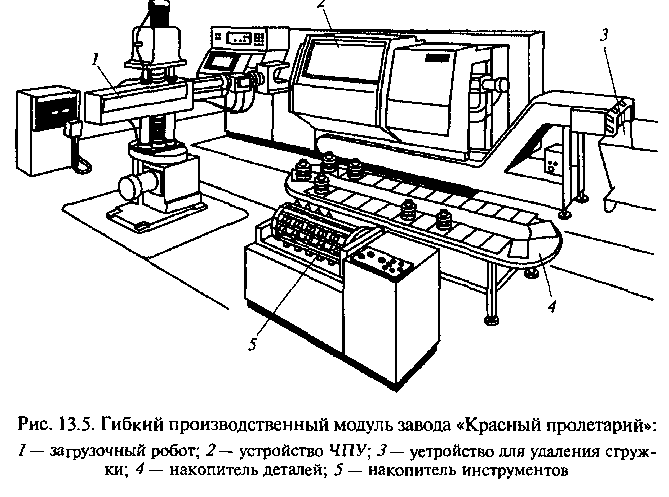
Модуль представляет собой токарный полуавтомат 1720ПФ30, предназначенный для обработки заготовок деталей типа тел вращения по управляющей программе, задаваемой через числовое программное устройство 2, оснащенный загрузочным роботом 1, устройством для удаления стружки 3, накопителем деталей 4 и накопителем инструментов 5. Станок оборудован устройствами активного контроля, контроля состояния инструмента в процессе обработки и его автоматической замены. Модуль может быть встроен в состав гибкой линии или участка.
Дата добавления: 2017-10-09; просмотров: 2299;