Технические характеристики печи
Общий КПД тигельной печи 0,48-0,68. Коэффициент мощности ИТП соsφ = 0,05-0,3. Для компенсации реактивной мощности требуется установка конденсаторов. Мощность ИТП может достигать 4500 кВА.
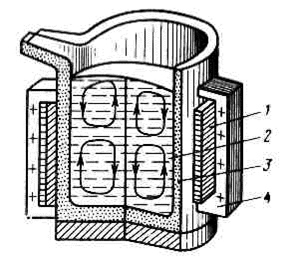
Рис. 3.4. Направление токов в расплавляемом металле
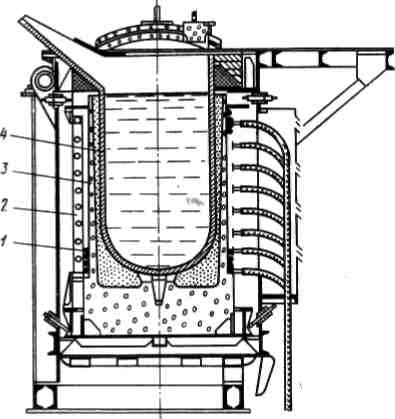
Рис. 3.5. Индукционная тигельная печь со стальным тиглем
для плавки магния: 1 – индуктор; 2 – магнитопровод;
3 – набивная футеровка; 4 – стальной тигель
Все плавильные печи относятся к электроприемникам II категории по степени надежности электроснабжения.
Питание установок повышенной и высокой частоты осуществляется от тиристорных или машинных преобразователей индукторного типа.
Индукционные тигельные печи средней частоты нового поколения. Российской электротехнологической компанией разработан ряд индукционных тигельных печей средней частоты (ИПСЧ) для скоростных плавок черных и цветных металлов, отвечающих современным требованиям металлургического и литейного производства. Наилучшие показатели эффективности ИПСЧ во многом определяются оптимальным выбором геометрических параметров индуктора, частоты тока возбуждения и удельной активной мощности для плавки определенного металла, а также физическими характеристиками и толщиной футеровки.
Для плавки черных металлов заводом производятся тигельные печи серии ИПП емкостью от 60 до 400 кг, работающие на частоте 2400 Гц. Технические характеристики этих печей приведены в табл. 3.1.
Таблица 3.1
Технические характеристики индукционных печей
| Тип оборудования | Емкость тигля, т | Частота, Гц | Номинальная мощность, кВт | Время плавки чугуна, мин | Удельный расход эл. энергии, кВт·ч/т |
| ИПП-0,06-2,4 | 0,06 | ||||
| ИПП-0,16-2,4 | 0,16 | ||||
| ИПП-0,25-2,4 | 0,25 | ||||
| ИПП-0,40-2,4 | 0,40 |
При высоких удельных мощностях 800-1000 кВт/т обеспечивается высокая скорость подъема температуры металла (оптимальные ее значения 30-35 °С/мин), что позволяет сократить циклы плавки чугуна до 45 минут при удельном расходе электроэнергии примерно 560 кВт·ч/т. Печи данной серии имеют прочную конструкцию, каркас которой выполнен из нержавеющей стали. Индуктор изготавливается из прямоугольной медной трубки. Толщина стенки трубки выбрана исходя из условий прочности и минимизации электротехнических потерь. Витки индуктора фиксируются на вертикальных изоляционных стойках. Изоляция индуктора выполнена так, чтобы обеспечивался выход влаги наружу при просушивании «мокрых» футеровок. Подиумная часть печи выполняется из литого армированного жаропрочного бетона. Расположение индуктора относительно тигля выбрано так, чтобы максимально уменьшить износ футеровки в верхней зоне при сохранении гарантированного перемешивания металла.
Для данных объемов и рабочей частоты в конструкции печей не предусмотрена установка магнитопроводов, поэтому для уменьшения нагрева полями рассеяния корпусные элементы выполнены из немагнитных металлов.
Индукционные печи серии ИППМ рассчитаны на объемы плавки черных металлов от 1 до 10 тонн. Печи этой серии работают на частотах 200-1000 Гц, их технические характеристики приведены в табл. 3.2.
Таблица 3.2
Технические характеристики индукционных
тигельных печей средней частоты
| Тип оборудования | Емкость тигля, т | Частота, Гц | Номинальная мощность, кВт | Время плавки чугуна, мин мин | Удельный расход эл. энергии, кВт·ч/т |
| ИППМ-1,0-1,0 | 1,0 | ||||
| ИППМ-2,5-0,5 | 2,5 | ||||
| ИППМ-6,0-0,25 | 6,0 |
По внешней стороне индуктора устанавливаются магнитопроводы, позволяющие повысить напряженность магнитного поля в зоне расплава металла и увеличить КПД печи и, как следствие, снизить расход электроэнергии до 500-520 кВт·ч/т. Для снижения теплопотерь в печах этой серии над тиглем установлена крышка с гидравлическим механизмом поворота.
Индукционные печи с загрузочным колпаком и устройством взвешивания применяются для плавки стружки цветных металлов. Печь ИНДУГА (рис. 3.6) характеризуется огнеупорным колпаком с центральной трубкой подачи стружки непосредственно в расплав. Ее размеры обеспечивают адекватное сжигание любых эмульсий, содержащих углеводороды без каких-либо дополнительных потерь металла. Геометрические и электрические характеристики печи обеспечивают эффективное смешивание стружки с расплавом в центре ванны, свободном от шлака. Печь оснащена устройством взвешивания, автоматически контролирующим загрузку и выход. Дополнительные контрольные устройства, требуемые специальными процессами, могут поставляться, если печь интегрируется в существующую линию производства.
Технические данные низкочастотной тигельной печи:
– тип печи: гидравлически наклоняемая;
– мощность 200-3600 кВт;
– емкость 0,8-15 т.
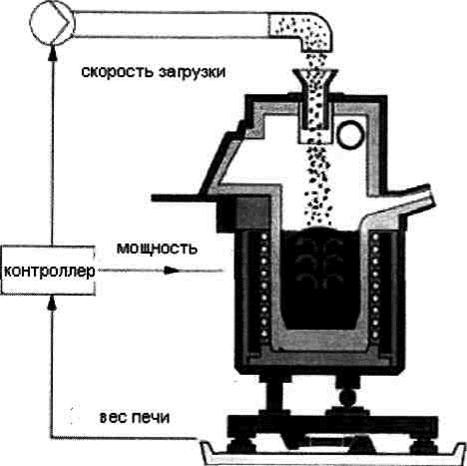
Рис. 3.6. Индукционная печь ИНДУГА 3.3
Дата добавления: 2017-06-02; просмотров: 2242;