ЭЛЕКТРИЧЕСКИЕ ПЕЧИ СОПРОТИВЛЕНИЯ
Электрическими печами и электротермическими устройствами называют электротермическое оборудование, в котором электрическая энергия преобразуется в тепло. От электротермических устройств электрические печи отличаются наличием камеры нагрева.
Электротермической установкой называют комплекс из электрической печи или электротермического устройства и электрического, механического и другого оборудования, обеспечивающего выполнение рабочего процесса.
В электрической печи сопротивления преобразование электрической энергии в тепло происходит либо в электронагревателях сопротивления, либо за счет прохождения тока через нагреваемый материал, включенный в электрическую цепь. Классификация печей сопротивления по способу ввода энергии в материал показана на рис. 1.1.
Электропечи сопротивления классифицируются:
– по роду работы: печи периодические (садочные) к печи непрерывного действия (методические). В первом случае нагреваемые изделия подаются в печь определенными порциями и извлекаются из печи после окончания соответствующего процесса термообработки; во втором – нагреваемые изделия проходит через печь непрерывно и за время перемещения в печи нагреваются по определенному режиму;
– по рабочей температуре: низкотемпературные (до 650 °С), среднетемпературные (до 1250 °С), высокотемпературные (выше 1250 °С);
– по рабочей атмосфере: с окислительной (воздушной) средой, с контролируемыми атмосферами и вакуумные;
– по технологическому назначению: печи плавильные, термические и сушильные;
– по конструктивному исполнению: садочные – камерные, шахтные, колодцы, ванны, калориферы и др.; методические – конвейерные, толкательные, протяжные, барабанные и др.

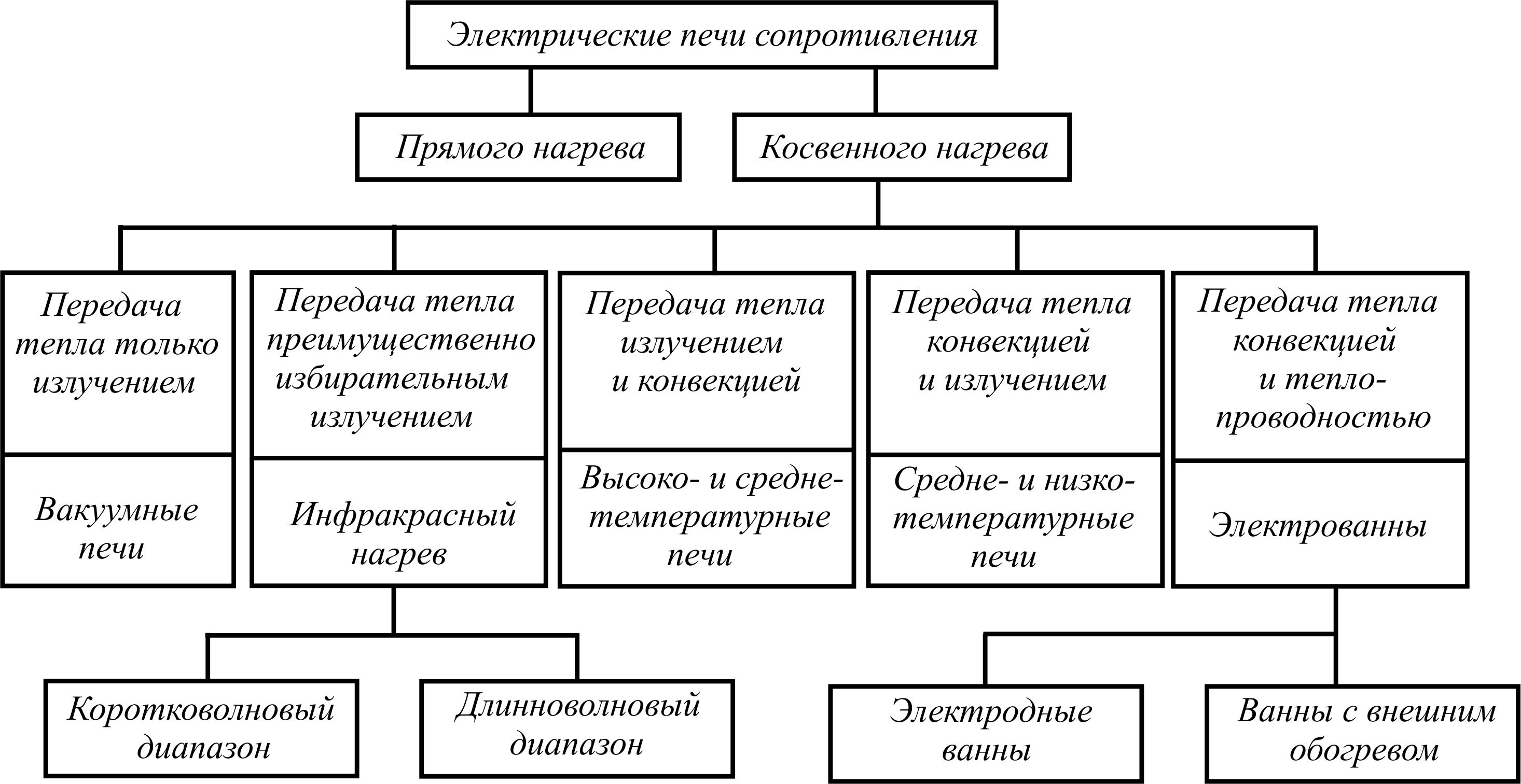
Рис. 1.1. Классификация электрических печей сопротивления
Печи и установки прямого нагреваприменяют в штамповально-ковочном производстве при ковке, высадке, закалке изделий формы прутков, стержней, болванок, труб, а также при производстве проволоки и ленты.
В установках прямого нагрева (рис. 1.2) нагреваемая заготовка 3 с помощью нажимного устройства (контакты 2) присоединяется к изолирующему основанию 4, подключенному к трансформатору 1. Ток подается прямо на заготовку. Заготовка при этом нагревается для дальнейших технологических операций. Сила тока ограничена условиями токоподвода (допустимое усилие нажима, охлаждение устройства токопровода, порча поверхности, испарение и т. п.). Поэтому прямой нагрев применяют в случаях, когда активное сопротивление имеет значение, при котором можно получить необходимую плотность потока энергии.
Активное сопротивление заготовки пропорционально отношению  . Поэтому чем больше это отношение, тем выше к.п.д.,
. Поэтому чем больше это отношение, тем выше к.п.д.,  установки и целесообразность ее применения. Нагрев изделий до температуры 1200 °С производится за время, измеряемое секундами или десятками секунд, вследствие чего обеспечивается высокая производительность труда, достаточная равномерность нагрева и малые потери металла на окисление (малый угар металла).
установки и целесообразность ее применения. Нагрев изделий до температуры 1200 °С производится за время, измеряемое секундами или десятками секунд, вследствие чего обеспечивается высокая производительность труда, достаточная равномерность нагрева и малые потери металла на окисление (малый угар металла).
Активное сопротивление у большинства заготовок мало, поэтому для прямого нагрева применяют ток в сотни и тысячи ампер при напряжениях на заготовке от единиц до десятков вольт. Необходимость регулирования мощности при большой силе тока обусловила питание установок и печей прямого нагрева переменным током.
Мощность трансформатора можно определить из выражения
Среднее значение к.п.д. в установках прямого нагрева  коэффициента мощности
коэффициента мощности 
Мощность  , кВт, вводимая в заготовку длиной
, кВт, вводимая в заготовку длиной  ,
,
где  – скорость выделения тепла на 100 мм длины заготовки, определяемая на основании экспериментальных данных для действующей установки.
– скорость выделения тепла на 100 мм длины заготовки, определяемая на основании экспериментальных данных для действующей установки.
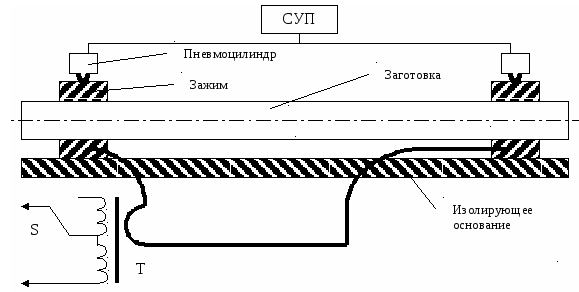
Рис. 1.2. Установка прямого нагрева:
1 – понизительный трансформатор;
2 – контакты; 3 – нагреваемое изделие;
4 – изолирующее основание
Печи периодического действия применяют для термической и химико-термической обработки металлов, пайки твердыми припоями, нагрева для последующей горячей деформации, сушки и т. п. Конструкция печей определяется особенностями процесса тепловой обработки. Схемы устройства некоторых печей периодического действия показаны на рис. 1.3.
Камерные печи (рис. 1.3, а) просты по конструкции, универсальны для различных изделий и технологических проессов, позволяют изменять в большом диапазоне режимы термообработки. Печи, рассчитанные на работу с контролируемой атмосферой, полностью герметизированы, пламенная завеса дает возможность работать при открытой дверце.
Недостатки камерных печей: трудность обеспечения равномерного нагрева изделий по всему объему рабочего пространства; сложность механизации загрузки и разгрузки и создания в печи газовой среды заданного состава при кратковременных режимах термообработки; высокий удельный расход защитного газа.
Печь с выдвижным подом (рис. 1.3, б) представляет собой механизированную модификацию камерной печи. Под печи монтируется на тележке, для загрузки и выгрузки изделий тележка выкатывается из печной камеры.
Шахтные печи (рис. 1.3, в) просты и компактны. В них легче, чем в камерных, осуществить загрузку и выгрузку изделий с использованием цеховых подъемных механизмов. Изделия подвешиваются в вертикальном положении, загружаются в корзинах или на решетках. Печь занимает небольшую площадь в цехе. Крышку шахтной печи легче уплотнить, чем дверцу камерной печи, поэтому в шахтной печи тепловые потери меньше, и она более пригодна для работы с защитной атмосферой.
Печи с рабочей температурой 350 °С и 750 °С оборудованы одним или несколькими центробежными вентиляторами.
Колпаковая печь (рис. 1.3, г) состоит из неподвижного футерованного стенда, на который устанавливается нагреваемый материал, и перемещаемого колпака. Основная часть нагревательных элементов установлена в колпаке, меньшая в стенде, ток подводится к нагревателям стенда через разъемные контакты. Нагрев, выдержка и охлаждение изделий могут вестись в атмосфере защитного газа или вакуума. При этом загрузка закрывается жароупорным муфелем. В зависимости от конфигурации загрузки форма колпака, стенда и муфеля может быть цилиндрической или прямоугольной. Так как при процессах обжига требуется длительное охлаждение под муфелем, то на один колпак приходится два-четыре стенда.
Электрические ванны представляют широкую группу печей сопротивления. Соляные, масляные и щелочные электрованны – цилиндрической или прямоугольной формы могут иметь внешний или внутренний обогрев. Внутренний обогрев осуществляется электродными группами или ТЭН.
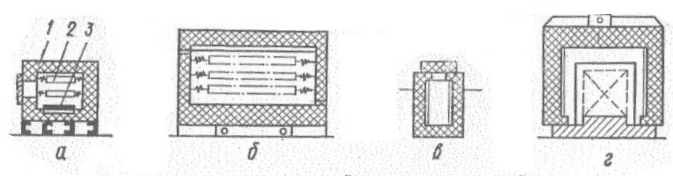
Рис. 1.3. Основные типы печей периодического действия
Печи непрерывного действия (методические)применяют при массовом поточном производстве. Характерной особенностью их является перемещение изделий в процессе нагрева от загрузочного проема к разгрузочному. Наибольшее распространение эти печи получили для термической обработки черных и цветных металлов. Их используют также для нагрева под ковку и штамповку, для термообработки стекла и керамики, сушки и т. д.
По сравнению с печами садочного типа печи непрерывного действия имеют большую производительность. Их сравнительно просто компоновать в агрегаты для различных циклов термообработки и встраивать в поточные и автоматические линии. Печи с рабочей температурой до 300-350 °С рассчитаны на работу с окислительной атмосферой; печи с более высокой температурой герметичны и могут работать с контролируемой атмосферой, для чего они снабжены шлюзовыми камерами. Печи с рабочей температурой до 700 °С (иногда и выше) снабжены вентиляторами.
Методические печи, как правило, выполняют многозонными. Мощность и рабочая температура зоны зависят от назначения печи и технологического режима термообработки.
Название типов печей непрерывного действия чаще всего соответствует виду механизма перемещения загрузки. Схемы устройства печей непрерывного действия показаны на рис. 1.4.

Рис. 1.4. Основные типы печей непрерывного действия
Конвейерная печь (рис. 1.4, а) представляет собой прямоугольную камеру, изделия внутри печи перемещаются на конвейерной ленте.
Толкательная печь (рис. 1.4, б) представляет собой длинную прямоугольную камеру, в торцах которой имеется загрузочный и разгрузочный проемы. Изделия периодически проталкиваются по направляющим или роликам пода печи с помощью находящегося перед загрузочными дверцами механизма-толкателя.
Основными достоинствами толкательных печей являются возможность термической обработки изделий большой массы, простота конструкции печи и надежность работы толкательного механизма, находящегося вне рабочей камеры.
Недостатки: большое количество транспортирующих приспособлений на каждую печь (поддоны или «башмаки»); непроизводительный расход электроэнергии на их нагрев и, как следствие этого, невысокий к. п. д. (  ).
).
Карусельные печи (рис. 1.4, в) имеют кольцевой вращающийся барабан, в который через загрузочный проем подаются изделия.
Барабанные печи (рис. 1.4, г) содержат внутри печи шнек – жароупорный барабан с архимедовой спиралью. При вращении барабана изделия перекатываются, перемещаясь постепенно от загрузочного кольца к разгрузочному.
Протяжные печи (рис. 1.4, д). Обрабатываемое изделие (проволока или лента) перемещается вдоль камеры печи с помощью разматывающих и наматывающих устройств, находящихся вне печи.
Из других печей непрерывного действия в последние годы получают распространение печи с шагающим или пульсирующим подом и рольганговые.
Для электрических печей косвенного нагрева характерны следующие циклы термической обработки металлов и неметаллических материалов. На рис. 1.5 показан простейший цикл, предусматривающий только достижение нагреваемым телом заданной конечной температуры. Наиболее часто этот цикл встречается в печах для нагрева заготовок под горячую деформацию цветных металлов или для закалки тонкостенных изделий.

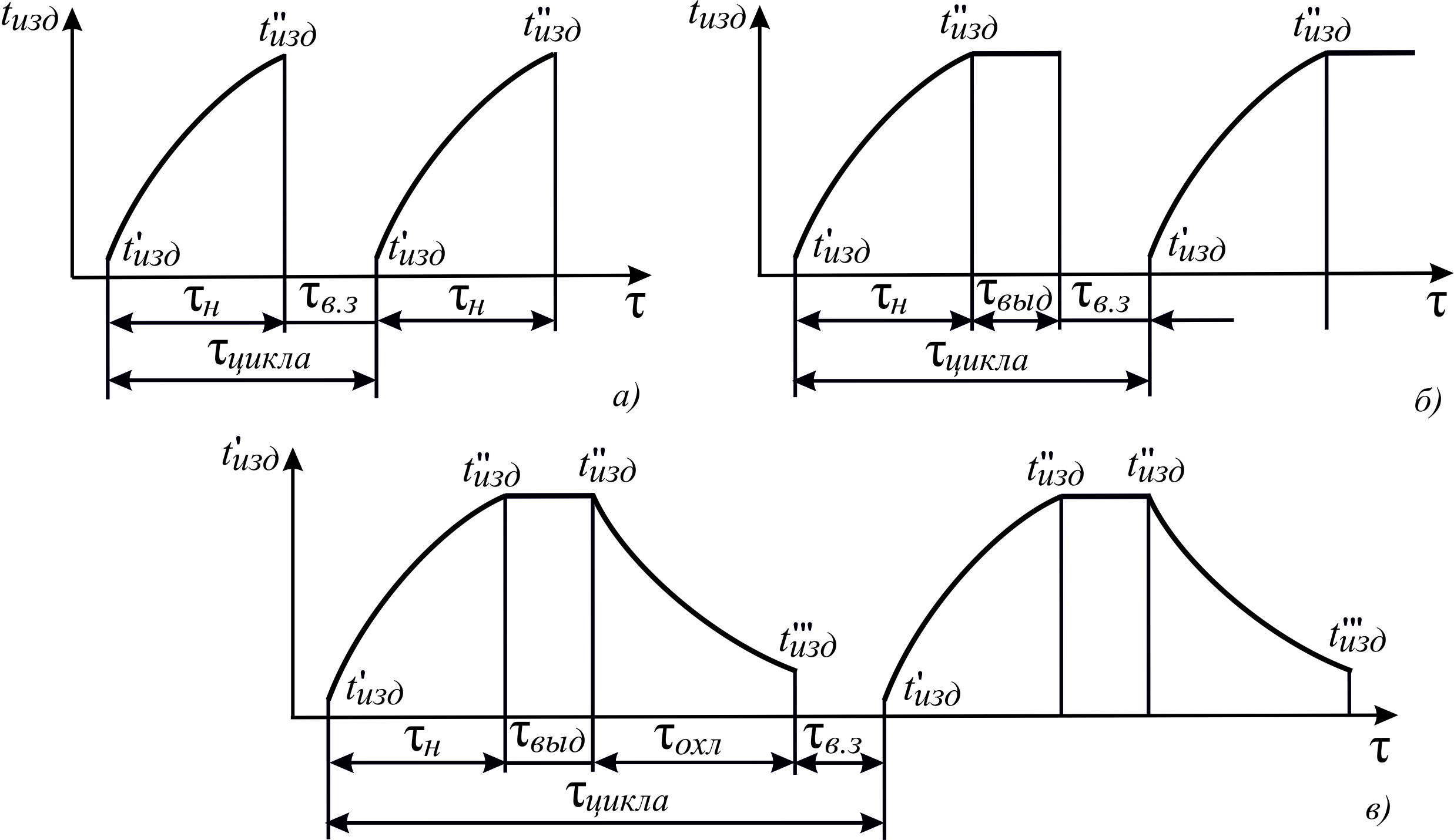
Рис. 1.5. Циклы работы печей:
а – нагрев без выдержки; б – нагрев с выдержкой;
в – нагрев с выдержкой и последующим охлаждением
На рис. 1.5 представлен наиболее распространенный цикл работы печи, включающий выдержку изделий при определенной температуре. Назначение этой выдержки – выравнивание температуры по сечению изделия и обеспечение необходимых превращений в его материале. Этот цикл характерен для процессов закалки, отпуска, нормализации и термохимической обработки материалов.
Третий вид цикла (рис. 1.5, в) имеет место в печах для отжига металлов, керамики, спекания металлокерамичэских изделий, получения монокристаллов, т. е. где по технологии требуется медленное охлаждение и выдача изделий из печи после охлаждения при определенной температуре. Печи периодического действия при таком цикле работы имеют очень низкие экономические показатели. В каждом цикле за период охлаждения печь теряет большое количество теплоты, аккумулированной кладкой в периоды нагрева и выдержки по времени. Поэтому к.п.д. печи низок, а удельный расход электроэнергии велик. Такой цикл может быть оправдан только для термообработки дорогих материалов, для которых стоимость расходуемой электроэнергии несущественна (монокристаллов металлокерамики, тугоплавких металлов и т. д.).
Тепловой баланс печи периодического действия в общем случае за время цикла составит

где  – количество тепла, необходимое для нагрева материала до заданной температуры;
– количество тепла, необходимое для нагрева материала до заданной температуры;  – количество тепла, необходимое для нагрева вспомогательных устройств, находящихся в нагревательной камере;
– количество тепла, необходимое для нагрева вспомогательных устройств, находящихся в нагревательной камере;  – суммарные тепловые потери в печи.
– суммарные тепловые потери в печи.
Полезная теплота , Дж, на нагрев изделий, например для цикла рис. 1.5, а, определяется по формуле

где  – средняя удельная теплоемкость материала загрузки, Дж/(кг·ºС);
– средняя удельная теплоемкость материала загрузки, Дж/(кг·ºС);  – масса загрузки, кг;
– масса загрузки, кг;  и
и  – конечная и начальная температуры изделия, ºС.
– конечная и начальная температуры изделия, ºС.
Аналогично определяется количество теплоты , Дж, потребное для нагрева вспомогательных загрузочных приспособлений и газа

где  ,
,  – соответственно удельные теплоемкости жаропорного материала и газа, Дж/(кг·ºС);
– соответственно удельные теплоемкости жаропорного материала и газа, Дж/(кг·ºС);  ,
,  – массы жароупорных устройств и газа, расходуемого за цикл работы печи, кг;
– массы жароупорных устройств и газа, расходуемого за цикл работы печи, кг;  ,
,  ,
,  ,
,  – конечная и начальная температуры изделий и газа, ºС.
– конечная и начальная температуры изделий и газа, ºС.
Суммарные тепловые потери , Дж, например, для циклов (рис. 1.5, а, в) определяются по формуле

где  – коэффициент неучтенных тепловых потерь (через загрузочные проемы и щели при загрузке и выгрузке);
– коэффициент неучтенных тепловых потерь (через загрузочные проемы и щели при загрузке и выгрузке);  – мощность тепловых потерь через стенки печи, Вт;
– мощность тепловых потерь через стенки печи, Вт;  – время цикла работы печи, с;
– время цикла работы печи, с;  – мощность тепловых потерь через загрузочные проемы и щели при загрузке и выгрузке, Вт;
– мощность тепловых потерь через загрузочные проемы и щели при загрузке и выгрузке, Вт;  – время загрузки и выгрузки, с.
– время загрузки и выгрузки, с.
Потребная мощность печи периодического действия  определяется по расходу теплоты в период нагрева, так как именно в этот период требуется максимальное количество энергии
определяется по расходу теплоты в период нагрева, так как именно в этот период требуется максимальное количество энергии
Установленная мощность печи равна

Коэффициент запаса мощности  учитывает:
учитывает:
– возможность понижения напряжения сети против номинального значения;
– увеличение сопротивления нагревательных элементов с течением времени («старение» нагревателей);
– форсирование режима разогрева печи с холодного состояния. Тепловой к.п.д. печи периодического действия равен отношению полезной теплоты, расходуемой на нагрев материала, ко всей теплоте, затрачиваемой за время цикла
Удельный расход электроэнергии  , т. е. расход ее на единицу массы материала, обрабатываемого в печи, равен
, т. е. расход ее на единицу массы материала, обрабатываемого в печи, равен
где  – масса загрузки, обрабатываемой в печи.
– масса загрузки, обрабатываемой в печи.
Если печь велика по габаритам рабочего пространства, то она делится на участки – тепловые зоны. Каждая зона имеет самостоятельное регулирование температуры посредством изменения мощности соответствующих нагревателей.
Принцип разбивки рабочего пространства печи и ее мощности на тепловые зоны основывается на требовании равномерного распределения температуры внутри печи. По высоте рабочего пространства зона должна занимать 1,5-2 м, по длине печи – 2-2,5 м. Чем выше требования технологического режима к равномерности распределения температуры, тем меньше размеры зоны по высоте и длине.
Дата добавления: 2017-06-02; просмотров: 5229;