Особливості технології та техніки зварювання нікелю та нікелевих сплавів
Найбільш широко для з’єднань нікелю і сплавів на його основі використовується аргонодугове зварювання неплавким (вольфрамовим) електродом з присаджувальним і без присаджувального дроту і в менший мірі плавким електродом.
|
Зварювання вольфрамовим електродом виконують на постійному струмі прямої полярності.
Потрібне ретельне зачищення кромок, що зварюються, і ділянок металу, що прилягають до них, на відстані 20...30 мм, знежирення кромок і присаджувального дроту, захист аргоном зворотного боку шва.
Зварювання нікелю виконується при мінімально можливій довжині дуги і підвищеній силі струму на щільно притиснутій мідній підкладці. Зварювальний струм обирають з розрахунку 40...50А на 1мм товщини основного металу, напруження дуги 10...12В:
Ізв=(40...50А)δ
Uд=10...12В










 При ручному аргонодуговому зварюванні неплавким електродом рекомендується застосовувати “лівий” спосіб при максимально можливій швидкості зварювання з мінімальними поперечними коливаннями електроду. Виліт неплавкого електроду 12-15мм.
При ручному аргонодуговому зварюванні неплавким електродом рекомендується застосовувати “лівий” спосіб при максимально можливій швидкості зварювання з мінімальними поперечними коливаннями електроду. Виліт неплавкого електроду 12-15мм.
При багатопроходному зварюванні наступні шви накладаються після повного охолодження, зачищення від шлаку та знежирення попередніх шарів.
|
Для зварювання металу підвищеної товщини застосовують аргонодугове зварювання плавким електродом на постійному струмі зворотної полярності.
|
Зварювання під флюсом виконують на постійному струмі зворотної полярності на звичайних стандартних апаратах.
При зварюванні нікелю і його сплавів метал в зварній ванні менш рідкоплинний (більш в’язкий), чим при зварюванні сталі, і проплавляється на меншу глибину, тому необхідно збільшувати кут розроблення кромок і зменшувати їх притуплення.
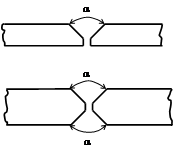
При зварюванні метала малих товщин (до 5...6 мм) стикові з’єднання готують без скосу кромок і без зазору. При товщині S=6...12 мм – V-подібне розроблення кромок (α=60° - 70°). При товщині S=12…20 мм – Х-подібне розроблення кромок.
При зварюванні з повним проплавленням кромок використовують мідні або флюсові підкладки.
Із-за високого електроопору нікелевого дроту виліт електроду зменшують в 1.5-2 рази в порівнянні з вилітом сталевого дроту.
Щоб уникнути перегріву метала та пов’язаного з ним надмірного росту зерна, зварювання намагаються виконувати швами невеликого перерізу.
При зварюванні під керамічним флюсом напруга зварювання Uзв=30...34 В.
|
Ручне дугове зварювання покритим електродом виконується в основному для з'єднання металу товщиною S>1.5 мм на постійному струмі оберненої полярності. Використовують струм, знижений в порівняні зі струмом при зварюванні сталі (dе=3 мм ® Iзв = 70...100 А), для попередження перегріву електроду.
Підтримується коротка дуга, швидкість зварювання нікелевих сплавів приблизно на 15% менше швидкості зварювання сталей (7... 9 м/год). Зварювання при можливості ведуть в нижньому положенні.
Струм зварювання Iзв = (35...40) dе.
Нікель та його сплави товщиною до 3...4 мм зварюють без розроблення кромок.
|
Режим електрошлакового зварювання нікелевих сплавів близькі для режимів зварювання сталей.
|
Електронно-променеве зварювання можна застосовувати для всіх сплавів, що зварюються іншими способами. Цей метод використовують для зварювання металу різних товщин і, що особливо важливо для нікелевих сплавів, за один прохід з великою швидкістю.
|
Контактне зварювання найбільш часто використовується для зварювання сплавів нікелю (монель, ніхром та інші). Технічний нікель важко піддається контактному зварюванню, оскільки має значно більшу електропровідність, ніж нікелеві сплави. В зв’язку з цим точкове зварювання сплавів нікелю виконується при меншій силі струму, порівняно з сталями та технічним нікелем.
З'єднання деталей з нікелю та його сплавів можна успішно виконувати шовним і стиковим контактним зварюванням.
|
Дифузійне зварювання виконують у вакуумі при температурі Т< Tпл.Ni (використовується в електроніці та електротехніці).
Температура нагріву Тнагріву =1000...1200 °С.
Тиск Р=1,5...3 кг/мм2.
Час витримки t = 6...20 хвилин.
Розрідження 10-4 мм ртутного стовпчика.
Дата добавления: 2016-06-24; просмотров: 2160;