Разделка, оконцевание проводов и жил кабелей
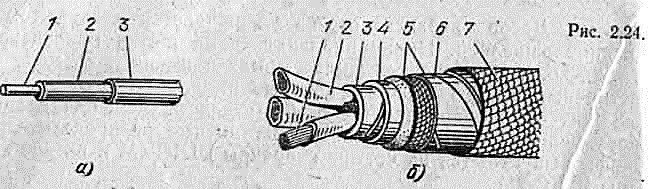
Кабель— одна или несколько изолированных токопроводящих жил, заключенных в герметичную оболочку, поверх которой имеются или могут отсутствовать броня и защитные покровы. Основными элементами всех видов кабелей, проводов и шнуров являются: токопроводящие жилы 1, изоляция 2, поясная изоляция или оплетка 3 и оболочка 4.
Токопроводящие жилы изготовляют из меди или алюминия, реже из биметалла и стали. Стандартными являются следующие сечения жил: 0,5; 0,75; 1; 1,5; 2,5; 4; 6; 10; 16; 25;
35; 50; 70; 95; 120; 150; 185; 240; 300; 400; 500; 625; 800 мм2. По числу жил различают одножильные и многожильные провода и кабели. Токопроводящие жилы могут быть одно- и многопроволочными. Последние более сложны в изготовлении, но имеют большую гибкость и поэтому более удобны для монтажных работ. Жилы силовых кабелей изготовляют с круглой, секторной или сегментной формой сечения.
Силовые кабели. Для изоляции токопроводящих жил кабелей применяют пропитанную бумагу, пластмассу и резину. Пластмассовую изоляцию жил кабелей выполняют из поливинилхлорида (В), полиэтилена (П), самозатухающего полиэтилена (Пс), вулканизирующего (Пв) и самозатухающего вулканизирующегося полиэтилена (Ввс). Кабели с бумажной изоляцией и нестекающим (вязким) пропиточным составом имеют букву (Ц) в начале обозначения марки кабеля, а в кабелях с освобожденной от пропиточ ного материала бумагой — букву (В) в конце обозначения марки кабеля.
В качестве материала для герметичных оболочек в кабелях с бумажной пропитанной изоляцией применяют свинец (С) и алюминий (А), в кабелях с пластмассовой изоляцией — поливинилхлорид (В) и полиэтилен (П), в кабелях с резиновой изоляцией используют свинец, алюминий и негорючую резину (Н). Защитные покровы состоят из подушки 5, брони 6 и наружного покрова 7 .
Подушки состоят из битумного состава (Л), крепированной бумаги (2Л), пропитанной кабельной пряжи (Г), пластмассовых лент в различных сочетаниях (в) и без подушки (б). Броня имеет следующие обозначения: из стальных лент (Б); из стальных оцинкованных плоских проволок (Л); из стальных оцинкованных круглых проволок (К).
Наружный покров состоит из битумного состава, кабельной пряжи и покрытия, предохраняющего кабель от слипания (буквенное обозначение отсутствует), негорючего состава (Н), выпрессованного полиэтиленового шланга (Шп) и поливинилхлоридного шланга (Шв). Кабели с однопроволочньгми жилами обозначаются буквами (ОЖ). Например, СРГЗХ16-660 ГОСТ 433—73 — трехжильный кабель с медными жилами сечением 16 мм2, с резиновой изоляцией в свинцовой оболочке, на напряжение 660 В без защитного покрова.
В электроустановках на напряжение до 1000 В наиболее часто применяют кабели марок; АСГ, СГ, АСБ, СБ, СБГ с бумажной изоляцией; АВВГ, ВВГ с изоляцией из поливинилхлоридного пластиката; АППБ, ППБ с полиэтиленовой изоляцией; СРГ, АСРГ, АВРГ, ВРГ, АНРГ, НРГ с резиновой изоляцией. Кабели ВРГ, АВРП, НРГ, АНРГ применяют для прокладки непосредственно по строительным основаниям в помещениях сырых, особо сырых, пожароопасных и со средой, агрессивно воздействующей на металлические оболочки, для монтажа осветительных и силовых сетей.
Разделка проводов и кабелей производится в следующем порядке:
· пользуясь справочниками, определяют размеры разделки в зависимости от конструкции проводника и вида соединительного или концевого устройства;
· размечают разделку при помощи кабельных линеек или шаблонов;
· ступенчато накладывают несколько витков фиксирующих бандажей из оцинкованной стальной или медной проволоки, крученого шпагата, кордовой или капроновой нити, суровых ниток, а также хлопчатобумажной или пластмассовой ленты;
· производят кольцевое поперечное и линейное продольное надрезание оболочек, подлежащих удалению (бронированных, свинцовых, алюминиевых, пластмассовых оболочек и монолитной изоляции);
· снимают или сматывают удаляемые покровы;
· разводят концы жил многожильных проводников, т. е. придают им форму и расположение, удобные для следующей операции;
· обрабатывают оголенные концевые участки токопроводящих жил, т. е. зачищают до металлического блеска, лудят, покрывают флюсами, кварцевазелиновой пастой или токопроводящим клеем, и отлавливают многопроволочные жилы в монолит.
Необходимость приведенных операций определяется конструкцией проводников. В полном объеме они проводятся для силовых кабелей с бумажной изоляцией, а для простейших проводников технология разделки сводится к снятию поливинилхлоридной изоляции и обработке жилы.
Соединения жил проводов между собой и с электроустановочными устройствами должны обладать необходимой механической прочностью и малым электрическим сопротивлением в течение всего времени эксплуатации.
Нагрев и охлаждение под действием тока нагрузки, температуры и влажности окружающей среды, химически активных частиц в воздухе оказывают неблагоприятное воздействие на контактные соединения. Кроме того, на поверхности проводников образуется окисная пленка, влияющая на качество соединения.
Соединение алюминиевых или медных жил лучше выполнять опрессовкой или сваркой, пайкой.
При пайке алюминиевых проводов сечением 4—10 мм2 снимают изоляцию с концов жил, зачищают их ножом, стальной щеткой или наждачной бумагой до блеска и скручивают. Место соединения нагревают пламенем горелки или паяльной лампы и облуживают специальными припоями типа А, Б и кадмиевым. Флюс при этом не нужен. При применении мягких припоев типа АВИА-1 и АВИА-2 (температура плавления 200 °С) применяют флюс АФ-44. Места пайки обязательно очищают от остатков флюса, протирают бензином, покрывают влагонепроницаемым (асфальтовым) лаком, а затем изоляционной лентой, которую также покрывают лаком.
Медные однопроволочные и многопроволочные провода сечением до 10 мм2 соединяют скруткой с последующей пропайкой места соединения припоями ПОС-30 (30% олова и 70% свинца) или ПОС-40 и канифолью в качестве флюса.
Применять кислоту или нашатырь при пайке нельзя. Места соединения скруткой должны быть длиной не менее 10—15 наружных диаметров соединяемых жил.
Оконцевание проводов под винтовой зажим осуществляют в виде кольца, а под плоский зажим — в виде стержня. При сечении провода до 4 мм2 включительно оконцевание в виде кольца выполняют так: с конца провода снимают изоляцию на длине, достаточной для выполнения кольца. Жилу жесткого провода закручивают в кольцо по часовой стрелке, а гибкого — в стержень, а затем в кольцо и облуживают.
При оконцевании провода в виде стержня с конца провода удаляют изоляцию, скрученный стержень гибкого провода облуживают.
Переход между трубчатой частью кабельного наконечника и изоляцией провода изолируют полихлорвиниловой трубкой или изолентой.
Присоединение к одному контактному зажиму более двух проводов запрещается. Зажимы должны соответствовать величине номинального напряжения и тока.
Винтовой зажим, к которому присоединяются алюминиевые жилы, должен иметь устройство, ограничивающее возможность раскручивания колечка и не допускающее ослабления контактного давления вследствие текучести алюминия. Колечко алюминиевого однопроволочного провода перед вводом под контакт зачищают и по возможности смазывают кварцевазелиновой и цинковазелиновой пастой.
Присоединения проводов к аппаратам, имеющим контактные лепестки, производят пайкой. Спаянные монтажные соединения должны обеспечивать надежность электрического контакта и необходимую механическую прочность. Основным материалом для пайки является припой ПОС-40, а для ответственной аппаратуры — ПОС-61. Припой рекомендуется применять в виде трубок с канифольным наполнением или проволоки диаметром 1 — 3 мм. Флюсом служит раствор канифоли в спирте или сосновая канифоль высшего или первого сорта.
Требования к соединениям проводов. Соединение жил между собой и присоединение их к электроустановочным устройствам должны обладать необходимой механической прочностью, малым электрическим сопротивлением и сохранять эти свойства на все время эксплуатации. Контактные соединения подвержены действию тока нагрузки, циклически нагреваются и охлаждаются.
Алюминий обладает (по сравнению с медью) повышенной текучестью и высокой окисляемостью, при этом образуется токонепроводяшая пленка окиси, которая создает на контактных поверхностях большое переходное сопротивление. У медных проводников также образуется окисная пленка, но в отличие от алюминия она легко удаляется и незначительно влияет на качество электрического соединения.
Большая разница коэффициентов теплового линейного расширения алюминия по сравнению с другими металлами также приводит к нарушению контакта. Учитывая это свойство, алюминиевые провода нельзя спрессовывать в медные наконечники.
При длительной эксплуатации под давлением алюминий приобретает свойство текучести, нарушая тем самым электрический контакт, поэтому механические контактные соединения проводов из алюминия нельзя пережимать, а в процессе эксплуатации требуется периодически подтягивать резьбовое соединение контакта. Контакты алюминиевых жил с другими металлами на открытом воздухе подвержены атмосферным воздействиям.
Под влиянием влаги на контактных поверхностях образуется водяная пленка со свойствами электролита, в результате электролиза на металле образуются раковины. Интенсивность образования раковин увеличивается при прохождении через место контакта электрического тока.
Особенно неблагоприятны в этом отношении соединения алюминия с медью и сплавами на основе меди. Поэтому такие контакты необходимо защищать от попадания влаги или покрывать третьим металлом — оловом или припоем.
Соединение и оконцевание медных проводов
Соединение, ответвление медных проводов сечением до 10 мм2 рекомендуется выполнять скруткой с последующей пропайкой, причем медные однопроволочные провода площадью сечения до 6 мм2, а также многопроволочные с небольшими площадями сечений паяют по скрутке. Жилы с площадью сечения 6-10 мм2 соединяют бандажной пайкой, а многопроволочные провода — скруткой с предварительной расплеткой проволок.
Длина мест соединений скруткой или бандажной пайкой должна составлять не менее 10-15 наружных диаметров соединяемых жил. Паяют свинцово-оловянным припоем с использованием флюса на основе канифоли. Применять при пайке медных проводов кислоту и нашатырь не разрешается, так как эти вещества постепенно разрушают места пайки.
Соединение опрессовыванием. Широко используют соединения медных проводов опрессовыванием. Концы проводов зачищают на 25-30 мм, затем обёртывают медной фольгой и опрессовывают специальными клещами типа ПК.
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем.
Пленка окиси алюминия имеет большое электрическое сопротивление и, следовательно, ухудшает электрический контакт. Ползучесть под давлением приводит к тому, что алюминий частично вытекает из-под соединения, ослабляя электрический контакт. Отрицательный потенциал по отношению к меди, стали, цинку приводит к созданию гальванической пары при соединении алюминия с этими металлами, в которой алюминий постепенно разрушается. При некачественном соединении жил проводов может возникнуть перегрев изоляции или пережог самих жил при сварке и паянии.
Опрессовка с применением гильз ГАО относится к лучшим способам, которые следует применять для соединения и ответвления алюминиевых однопроволочных проводов сечением 2,5—10 мм2.
Если суммарное сечение жил меньше внутреннего диаметра гильзы, то в гильзу вводят дополнительную жилу. С концов проводов снимают изоляцию, зачищают оголенные участки жил под слоем технического вазелина или кварцевазелиновой пасты, протирают зачищенные жилы и смазывают чистой кварцевазелиновой пастой. Далее зачищают внутреннюю поверхность гильзы до металлического блеска ершиком, смазанным техническим вазелином, протирают гильзу снаружи и внутри тканью, смоченной бензином. После протирки внутреннюю поверхность гильзы немедленно смазывают кварцевазелиновой пастой. Эти операции производятся в том случае, если кварцевазелиновая паста не была нанесена в заводских условиях. Затем устанавливают в гильзу подготовленные жилы и проверяют ее заполнение. Пустоты заполняют отрезками смазанных кварцевазелиновой пастой жил. Опрессовывают одностороннюю гильзу одним вдавливанием, а двухстороннюю — двумя
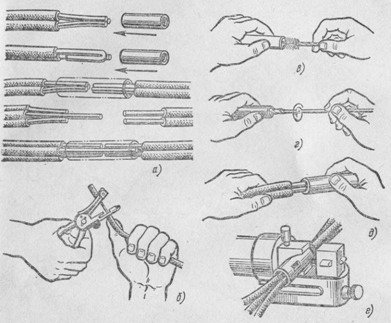
Рис. 1. Опрессовка однопроволочных алюминиевых жил в гильзах ГАО: а — выбор гильзы; б— снятие изоляции с концов жил; в, г—зачистка и смазка внутренней поверхности гильзы; д — установка жил в гильзу; е — опрессовка
Оконцевание медных многопроволочных жил сечением до 2,5 мм2 в кольцевых наконечниках Снимают изоляцию на расстоянии 25—30 мм от конца жилы с помощью специального инструмента — монтерского ножа, ослабляют повив проволок жилы и зачищают жилы до металлического блеска. Свивают зачищенные проволоки и скручивают конец жилы в кольцо по ходу часовой стрелки.
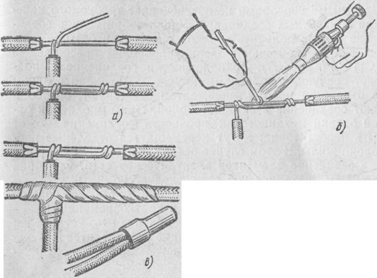
Рис. 3. Соединение однопро- волочных алюминиевых жил пайкой двойной скруткой с желобом
В зависимости от сечения токопроводящей жилы и контактного винта выбирают концевой наконечник, на цилиндрическую часть которого надевают жилу.
Наконечник с жилой надевают на стержень пуансона, установленного в пресс-клещах таким образом, чтобы участок жилы между наконечником и изоляцией был размещен в желобке пуансона. Нажатием на рукоятки пресс-клещей до упора торцов матрицы и пуансона осуществляют опрессовку. Разжимают клещи и снимают готовое соединение.
| <== предыдущая лекция | | | следующая лекция ==> |
| Понятие и признаки субъекта преступления. Специальный субъект и его значение. Субъект преступления и личность преступника. | | | Замена графитовых щеток электродвигателя |
Дата добавления: 2016-05-05; просмотров: 15189;