Установка точки привязки
При установке точки привязки сначала выверяется заготовка по отношению к осям станка, а инструмент перемещается в известное положение относительно заготовки по каждой оси. Для этой позиции индикация системы ЧПУ обнуляется или устанавливается на заданное значение положения. Таким образом, устанавливается связь заготовки с системой координат, используемой программой обработки. Может производится, как в автоматическом режиме при помощи щупа так и в ручном режиме с использованием маховичка. Электронные маховички упрощают точное перемещение направляющих осей вручную. Длину пути перемещения на оборот маховичка можно выбрать из широкого диапазона значений.

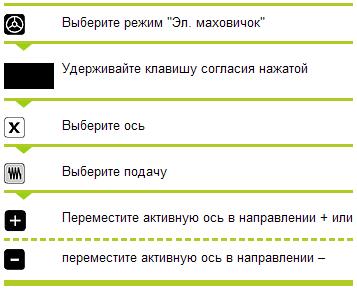 Переносной маховичок HR 410 снабжен двумя клавишами согласия. Эти клавиши находятся под грибовидной ручкой.
Переносной маховичок HR 410 снабжен двумя клавишами согласия. Эти клавиши находятся под грибовидной ручкой.
Можно перемещать оси станка только в том случае, если нажата одна из клавиш согласия (функция, зависящая от станка).
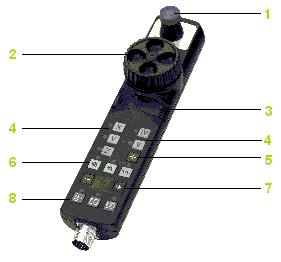
Маховичок HR 410 снабжен следующими элементами управления:
| Клавиша аварийного выключения | |
| Маховичок | |
| Клавиши согласия | |
| Клавиши выбора оси | |
| Клавиша для ввода фактической позиции | |
| Клавиши определения подачи (медленная, средняя, быстрая; типы подачи определяются производителем станка) | |
| Направление, в котором ЧПУ перемещает выбранную ось | |
| Функции станка (определяются производителем станков) |
Красные индикаторы указывают на то, какая ось и подача выбраны оператором.
Дата добавления: 2016-05-16; просмотров: 1019;