СВЕРЛЕНИЕ ОТВЕРСТИЙ
При обычных обстоятельствах все отверстия должны быть последовательно просверлены одним и тем же сверлом прежде, чем мастер перейдет к другой работе. Если только среди бриллиантов нет камней массой существенно ниже 0,01 карата, отверстия можно сверлить спиральными сверлами №65, то есть примерно 0,9 мм в диаметре. Более толстые сверла удаляют слишком много металла, что может привести к снижению прочности тонких пластин; более тонкие сверла легко ломаются. Более толстые сверла рекомендуется использовать при сверлении толстых пластин при постановке более крупных камней. Если просверлить все отверстия перед тем, как переходить к следующим операциям, снижается потеря времени на замену инструмента. К тому же, проще сделать так, чтобы отверстия следовали контуру оправы, так как при этом меньше перерывы в работе.
Каждое отверстие должно быть перпендикулярно оправе именно в том месте, где оно расположено, а не к оправе в целом .В противном случае, если приходится сверлить много отверстий, они могут пересечься. Ответственный мастер обязательно задумается над тем, как отверстия выглядят с обратной стороны изделия. Некоторые не слишком опытные закрепщики пытаются держать наконечник бормашины вертикально, как если бы это был сверлильный станок. Это помогает, но это и не удобно, так как в этом случае оправу приходится наклонять в такие положения, в которых ее сложно удерживать неподвижно относительно наконечника. В конце концов, у мастера развивается чувство перспективы, взаиморасположения оправы и сверла и он может позволить себе более расслабленную позицию.
При сверлении важен контроль; это предотвращает травматизм, повреждение оправы и поломку сверла. Один из общепринятых методов контроля заключается в том, чтобы удерживать наконечник между большим и указательным пальцем, как если бы это был большой карандаш .Кончики других пальцев должны опираться на зажимное приспособление и на финагель, сдерживая давление, прилагаемое к изделию. Работа на малых или средних оборотах и готовность убрать давление на изделие, когда сверло проходит насквозь, также важны. Некоторое давление на сверло, называемое подачей, обязательно должно оказываться, чтобы сверло работало, однако избыточный нажим лишь создает проблемы.
Не следует сверлить отверстия поспешно, нужно при этом иметь в виду, что небольшие отклонения всегда можно исправить позже, когда будут расфрезеровываться эти отверстия. В этот момент можно внести некоторые исправления, но лишь до определенного предела. Общее правило использования инструмента, которое можно здесь применить, звучит так: «пусть инструмент сам выполняет работу, для которой он предназначен». Сверло время от времени следует извлекать из отверстия, чтобы снять с него стружки и окунуть его кончик в охлаждающую жидкость. Более того, должным образом сверло работает лишь при разумной скорости вращения и подаче. Для того чтобы сверление было выполнено точно, закрепщик должен знать, как работает'сверло, должен сверлить аккуратно и должен контролировать инструмент.
СВЕРЛЕНИЕ ОТВЕРСТИИ
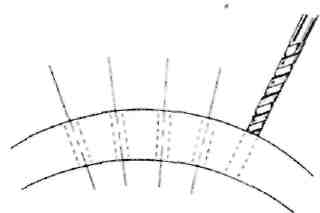
Показано, что отверстия сверлятся перпендикулярно тому участку оправы, где они расположены.

Надежно удерживайте наконечник бормашины.
Рассверливание отверстий на конус
Конусное отверстие - это отверстие постепенно уменьшающегося, начиная с поверхности пластины, диаметра. Ширина отверстия у поверхности должна быть почти, но не совсем равна диаметру камня, оно должно заглубляться в пластину так, чтобы там помещался павильон. Следовательно, металл удаляется из отверстия так, чтобы образовалось углубление, грубо повторяющее форму бриллианта, который будет здесь впоследствии установлен. Как раз для этого придуманы фрезы-«бутоны». Цель такой фрезеровки - обеспечить работу посадочной фрезой, сохранить прочность пластины и выровнять отверстия, которые были просверлены со смещением от центра. Говоря в общем, конусная рас-фрезеровка - это предварительная выемка излишнего металла из отверстия.
Во время процесса расфрезеровки отверстия под каждый конкретный бриллиант этот бриллиант используется как шаблон, чтобы определить, насколько широким должно быть это отверстие. По мере фрезеровки отверстий под разные камни, скорее всего, понадобится менять диаметр бора-«бутона». В конце концов, понадобится набор боров-«бутонов», чтобы удовлетворить потребности постановки бриллиантов разных диаметров. Опять
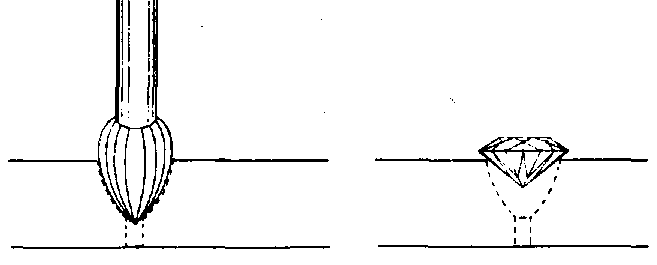
Показана расфрезеровка отверстия на конус. Диаметр отверстия чуть меньше диаметра камня.Так же, каждый бриллиант должен сам указывать на размер фрезеруемого отверстия, и его придется периодически помещать на отверстие, чтобы удостовериться в том, что металла снимется не слишком много. Законченное отверстие под бриллиант должно быть равно диаметру бриллианта, а лучше, из соображений безопасности, быть чуть меньше этого диаметра Как упоминалось выше, одно из назначений такой расфрезеровки - предварительная выемка металла, для того чтобы вставить в металл бриллиант. Окончательную работу по оформлению посадочного места будет выполнять посадочная фреза на основе этого отверстия.
В качестве прелюдии к резке посадочного места расфрезе-ровка отверстий облегчает работу посадочной фрезой. Для того чтобы впоследствии посадочное место было выполнено прецизи-онно, так чтобы допуски были минимальны, на посадочную фрезу не следует сваливать работу по удалению больших количеств металла. Отверстие должно быть подготовлено путем выемки основной массы металла для того, чтобы можно было приступать к работе посадочной фрезой. Если посадочная фреза используется для выемки больших количеств металла и одновременно для резки посадочного места, обнаруживается тенденция к увеличению диаметра отверстия сверх ожидаемого. Так происходит потому, что нагрузка от излишней работы, требуемой от посадочной фрезы, вызывает биение, которое заставляет усилие резания распределяться, скорее, по сторонам, чем вниз. Результат качественной предварительной расфрезеровки в этом случае - повышение вероятности получения прецизионного посадочного места.
Расфрезеровывая отверстия не давайте фрезе-«бутону» слишком глубоко врезаться в металл. Как только средняя секция фрезы достигнет поверхности металла, выньте ее. Если необходимо получить отверстие большего диаметра, смените фрезу на более толстую. Фреза не должна просверливать пластину насквозь, делая тем самым просто отверстие большего диаметра. Если бы это было допустимо, вместо фрез использовались бы просто толстые сверла. Одно из предназначений этой операции - сохранить прочность тонкой пластины. Когда в пластине сверлится несколько отверстий для постановки кластера, очевидно, что прочность ее снижается. Давление, прилагаемое к болтштихелю при постановке корнеров часто оказывается достаточным для того, чтобы пластина сломалась. Просверлив фрезой отверстия насквозь или сделав их большего, чем необходимо диаметра, вы только увеличиваете эту опасность.
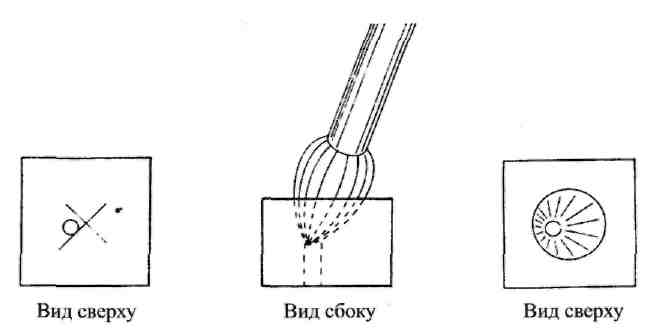
. Использование фрезы-«бутон» для «оттягивания отверстий», которые были просверлены со смещением от центра.
В заключение заметим, что в ходе этой фазы процедуры закрепки как раз самое подходящее время для внесения небольших корректив в положение бриллиантов. Эти коррективы заключаются в смещении и выравнивании положения отверстий согласно первоначальной обработке. Часто ошибки случаются при проведении разграничительных линий при выкладке бриллиантов, при наметке болтштихелем центров сверления, либо в самом процессе сверления. Для того чтобы добиться выравнивания положения камней, фреза-«бутон» используется для «оттягивания» отверстий . Это осуществляется при таком положении фрезы, когда она режет скорее боковой своей частью, а не нижней; при этом отверстия смещаются таким образом, что достигается равномерное размещение бриллиантов. Более тяжелые случаи неравномерной постановки решить не так просто. Их следует замечать ранее, на тех стадиях, когда размечаются центры отверстий и когда эти отверстия сверлятся.
Назначение посадочного места - обеспечить устойчивую и надежную опору или гнездо для бриллианта. Идеальное посадочное место для бриллианта в корнеровой закрепке размещается в строго определенном ему месте в соответсвии с упорядоченной разметкой. Оно должно быть ровно настолько утоплено в металл, чтобы в дальнейшем из окружающего материала можно было бы поднять корнеры подходящего размера для фиксации камня. К тому же посадочное место должно быть таким, чтобы бриллиант сидел в нем плотно. Более того, металла вокруг должно быть достаточно для работы штихелями после фиксации камня. Вырезание неизменно качественных посадочных мест, удовлетворяющих всем требованиям для самых разнообразных бриллиантов, проистекает не столько от знаний о том, как это делается, сколько из опыта. Однако существуют все же некоторые правила, освоение которых вполне доступно новичку и которые помогут в успешном вырезании посадочных мест.
Дата добавления: 2016-05-11; просмотров: 2569;