Перевірки і юстування нівеліра Н-3 та Н-ЗК
Перед виконанням перевірок нівеліра виконують загальний його огляд, при цьому
визначають: як працюють піднімальні, закріпні, навідні і елеваційний гвинти нівеліра і при
необхідності виконують їх регулювання. Після цього виконують перевірки в такій
послідовності:
1. Перевірка плавного обертання нівеліра навколо вертикальної осі. Нівелір
повинен обертатись навколо вертикальної осі вільно і плавно. Якщо умова не виконується, то
верхню частину приладу звільняють і знімають. Після цього чистять вісь і втулку і змазують
вісь.
2. Вісь круглого рівня повинна бути паралельна до осі обертання нівеліра.67
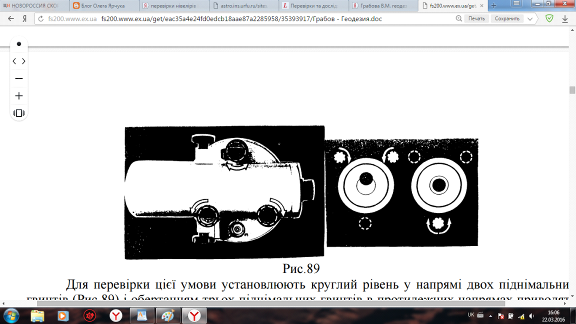
Рис.89
Для перевірки цієї умови установлюють круглий рівень у напрямі двох піднімальних
гвинтів (Рис.89) і обертанням трьох піднімальних гвинтів в протилежних напрямах приводять
бульбашку рівня в нуль-пункт. Після цього повертають верхню частину нівеліра на 180°
бульбашка рівня повинна залишатись в нуль-пункті, тобто умову виконано, якщо ні, то
виправними гвинтами рівня зміщують бульбашку в нуль-пункт на половину її відхилення.
Другу половину відхилення бульбашки рівня зміщують піднімальними гвинтами. Для
контролю перевірку повторюють.
3. Перевірка правильності установки сітки ниток.
Вертикальна нитка сітки повинна бути паралельною до осі обертання нівеліра.
Установлюють нівелір в робоче положення, а на віддалі 25-30 м від нівеліра підвішують висок
і наводять на шнурок виска вертикальну нитку сітки, яка повинна збігатися з ним, тоді умова
виконується. Якщо умова не виконується, то виконують юстування. Юстування
рекомендується виконувати в майстерні тому, що завод гарантує виконання цієї умови.
4. Головна перевірка геометричної умови. Візирна вісь труби повинна бути
паралельною до осі циліндричного рівня. (Визначення кута “і”).
Перевірка виконується подвійним нівелюванням одної лінії методом “з середини” або
“вперед”. (Рис.90).
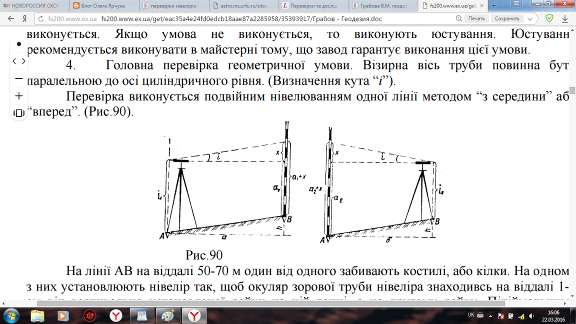
Рис.90
На лінії АВ на віддалі 50-70 м один від одного забивають костилі, або кілки. На одному
з них установлюють нівелір так, щоб окуляр зорової труби нівеліра знаходивсь на віддалі 1-2
см від вертикально установленої рейки на цій точці, а на другому рейку, Підіймальними
гвинтами приводять вісь обертання нівеліра в прямовисне положення, міряють висоту
інструмента “і” і наводять трубу нівеліра на рейку установлену в точці В, елеваційним
гвинтом приводять бульбашку циліндричного рівня в нуль-пункт і беруть відлік “а1”. Якщо
візирна вісь непаралельна до осі циліндричного рівня то правильний відлік на рейці буде
відрізнятись від одержаного на величину “Х”. Згідно з рисунком 90,а маємо h=і-(а1+х) (1).
Якщо нівелір і рейку поміняти місцями і нівелювати лінію ВА (Рис.90,б), то h=(а2+х)-і (2).
Прирівнюючи праві частини рівнянь (1) і (2), одержимо (а2+х)-і2=і1-(а1+х);
. Якщо осі паралельні то: ; х=0. Коли х¹0, то обчислюють кут “і” за
формулою: ; L – довжина лінії АВ в міліметрах, виміряна віддалеміром нівеліра,68
r²=206265. Кут “і” не повинен перевищувати 10². Якщо кут „і”>10², то помилку необхідно
усунути.
Для цього обчислюють правильний відлік “ ”. =а2-х і елеваційним гвинтом
встановлюють відлік “ ” на рейці. В цей момент бульбашка рівня зійде з середини. Діючи
вертикальними виправними гвинтами рівня приводять бульбашку рівня в нуль-пункт. Для
контролю перевірку повторюють.
Перевірки і юстування нівеліра з компенсатором Н-ЗК
Перевірки круглого рівня і положення сітки ниток нівелірів з компенсаторами
виконують так само, як і нівелірів з циліндричним рівнем. Крім цього перевіряють міру
компенсації кутів нахилу осі нівеліра і головну геометричну умову.
1. Перевірка міри компенсації кутів нахилу осі нівеліра. Компенсація кутів нахилу
осі нівеліра повинна бути повною. Для визначення помилки недокомпенсації установлюють
нівелір посередині створу між рейками, що розташовані на віддалі 100 м одна від одної на
вбитих в землю кілках або костилях з точністю 0.1 м.
Рис.91
Визначають перевищення в мм по чорних сторонах рейок п’ятьма прийомами при
положеннях бульбашки круглого рівня, показаних на (Рис.91), міняючи висоту інструмента
між прийомами. Обчислюють hi=ai-bi, де аі, bі – відліки відповідно по задній та передній
рейках, в мм. Обчислюють середнє значення перевищення, в мм, одержане при положеннях
бульбашки рівня 2-5 (Рис.91) . Знаходять різницю між середнім значенням
перевищення і перевищенням h1, в мм, одержаним при положенні бульбашки рівня 1 (Рис.91)
. Різниця “f” допускається 3 мм для виконання нівелювання III кл. і 5 мм для
виконання нівелювання IV кл. Якщо умова не виконується, то юстування нівеліра виконують в
оптичній майстерні.
2. Перевірка головної геометричної умови. Лінія візування повинна бути

горизонтальною при нахилах осі приладу до величини допустимого кута компенсації.
Рис.9269
На місцевості в точках А і В розташованих на віддалі 100±0.2 м, забивають два кілки
або костилі, на які установлюють рейки (Рис.92).
У точці D на середині між рейками (d1=50±0.1 м) установлюють нівелір і приводять
його у робоче положення. Визначають перевищення між точками hi, не менше трьох разів,
змінюючи кожний раз висоту інструмента. Середнє значення перевищення, в мм, буде
позбавлено інструментальних помилок: . Потім нівелір переносять в точку С, що
розташована на віддалі d2=10±0.1 м від точки В і визначають перевищення в мм, h=a1-b1. Якщо
перевищення h1 визначене з точки С, буде відрізнятись більше ніж на 2 мм від перевищення hс,
визначене з точки D, тобто f=hc-h1, то необхідно виконати юстування. З цією метою
обчислюють поправки за формулами: ; , де Х, Y – поправки
відповідно на дальню і ближню рейки, в мм, а d1 і d2 – віддалі від нівеліра відповідно до
дальньої і ближньої рейок, в м. Для приведення лінії візування в горизонтальне положення
обчислюють правильний відлік =а1+х і не міняючи положення нівеліра знімають ковпачок,
що закриває виправні гвинти сітки ниток, наводять нівелір на дальню рейку і виправними
гвинтами сітки ниток наводять горизонтальну нитку на правильний відлік “ ”. Для контролю
перевірку повторюють.
Дата добавления: 2016-03-27; просмотров: 3047;