ЭЛЕКТРОСВАРОЧНЫЕ РАБОТЫ
7.2.1*. Электросварочные работы должны выполняться в соответствии с требованиями разд. 7.1 настоящих Правил, ГОСТ 12.3.003 — 86 "ССБТ. Работы электросварочные. Требования безопасности", "Правил техники безопасности и производственной санитарии при электросварочных работах".
Электротехнические устройства, входящие в состав электросварочного оборудования, должны соответствовать требованиям ГОСТ 12.2.007.8 — 75 "ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности" и "Правил устройства электроустановок.
7.2.2. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сборочно — сварочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения со стенами из несгораемых материалов.
В помещениях для электросварочных установок должны быть предусмотрены достаточные по ширине проходы, обеспечивающие удобство и безопасность сварочных работ и доставки изделий к месту сварки и обратно, но не менее 0,8 м
Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м на каждый сварочный пост.
Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом — 50 мм, а при сварке в среде защитных газов — 300 мм.
7.2.3. Проходы между однопостовыми источниками сварочного Тока — преобразователями установок сварки (резки, наплавки) плавлением — должны быть шириной не менее 0,8 м, между многопостовыми — не менее 1,5 м, расстояние от одно — и много-постовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны иметь ширину не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м, между сварочным трансформатором и ацетиленовым генератором — не менее 3 м.
Регулятор сварочного тока может размещаться рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока запрещается.
7.2.4. Подсоединение сварочных установок к электрической сети производится только через коммутационные аппараты.
7.2.5. Непосредственное питание сварочной дуги от силовой, осветительной и контактной сети не допускается.
7.2.6. Схема присоединения нескольких источников сварочного тока при работе на одну сварочную дугу должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
7.2.7. Напряжение холостого хода источников тока для дуговой сварки при номинальном напряжении сети не должно превышать:
80 В эффективного значения — для источников переменного тока ручной дуговой и полуавтоматической сварки;
140 В эффективного значения — для источников переменного тока автоматической дуговой сварки;
100 В среднего значения — для источников постоянного тока.
7.2.8. Одно — и многопортовые сварочные установки должны быть защищены предохранителями или автоматическими выключателями со стороны питающей сети. Установки для ручной сварки должны быть снабжены указателем значения сварочного тока (амперметром или шкалой на регуляторе тока). Многопостовые сварочные агрегаты кроме защиты со стороны питающей сети должны иметь автоматический выключатель в общем проводе сварочной цепи и предохранителями на каждом проводе к сварочному посту.
7.2,9. Для предотвращения загорания электропроводов и сварочного оборудования должны быть правильно выбраны: сечения кабелей по значению тока, изоляция кабелей по рабочему напряжению и плавкие вставки предохранителей по предельно допустимому номинальному току.
7.2.10. Присоединение к сети и отключение от нее сварочных установок должен производить электротехнический персонал предприятия, эксплуатирующий эту электросеть.
7.2.11. Передвижные источники сварочного тока на время их перемещения должны быть отключены от сети,
7.2.12*. Электросварочная установка на все время работы должна быть заземлена медным проводом сечением не менее 6 мм2 стальным прутком (полосой) сечением не менее 12 мм2. Заземление осуществляется через специальный болт, имеющийся на корпусе установки.
Помимо заземления основного электросварочногo оборудования s сварочных установках надлежит непосредственно заземлять тот зажим вторичной обмотки сварочного трансформатора, к которому присоединяется проводник, идущий к изделию (обратный провод).
Использование нулевого рабочего или фазного провода двухжильного питающего кабеля для заземления сварочного трансформатора запрещается.
7.2.13. Для питания однофазного сварочного трансформатора должен применяться трехжильный гибкий шланговый кабель, третья жила которого должна быть присоединена кзаземляющему болту корпуса сварочного трансформатора и к заземляющей шине пункта питания помимо коммутационного аппарата.
Для питания трехфазного трансформатора должен применяться четирехжильный кабель, четвертая жила которого используется для заземления.
Заземляющая шина пункта питания должна быть соединена либо с нулевым защитным проводом питающей линии в установках с глухозаземленной нейтралью, либо с эаземлителем в установках с изолированной нейтралью.
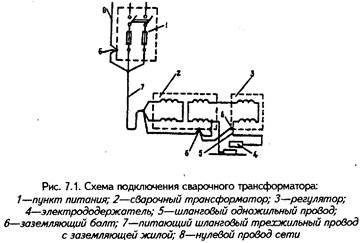
7.2.14. Зажим (полюс) сварочного трансформатора, присоединяемые к свариваемой детали, должен быть соединен с помощью заземляющего проводника с заземляющим болтом на корпусе сварочного трансформатора (рис. 7.1).
7.2.16. Сварочные кабели следует соединять путем опрессования, сварки или пайки.
Подключение кабелей к сварочному оборудованию должно осуществляться спрессованными или припаянными кабельными наконечниками.
7.2.16. Длина первичной цепи между пунктом питания и передвижной сварочной установкой должна быть не более 10 м.
7.2.17*. Заземление электросварочных установок должно выполняться до их подключения к сети и сохраняться до отключения от сети.
7.2.18*. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция (металлоконструкции и обеспаренные и обезвоженные трубопроводы в пределах котлов и турбин, на которых ведутся сварочные работы) при условии, что их сечение обеспечивает безопасное по условиям нагрева протекание сварочного тока.
Соединение отдельных элементов, применяемых в качестве обратного провода, должно выполняться с помощью болтов, струбцин или зажимов.
Использовать в качестве обратного провода внутренние железнодорожные пути, сети заземления или зануления, а также провода и шины первичной коммутации распределительных устройств, металлические конструкции зданий, коммуникации и технологическое оборудование запрещается. Как исключение допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий (в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ.
Сварка должна производиться с применением двух проводов.
Использование заземляющих проводников распределительных устройств в качестве обратного провода для сварочных установок может привести к ответвлению тока на металлические оболочки близлежащих контрольных кабелей, их повреждению и ложной работе релейной защиты. Ложная работа релейной защиты может быть обусловлена и появлением разности потенциалов между заземленными точками цепей релейных защит при работе сварочных установок.
7.2.19. При применении передвижных источников сварочного тока и выполнении работ в пожароопасных помещениях обратный провод должен быть изолирован так же, как прямой.
7.2.20. Подавать напряжение к свариваемому изделию через систему последовательно соединенных металлических стержней, рельсов или любых других предметов запрещается.
Если свариваемый предмет не имеет металлического контакта с заземленным столом, заземлению подлежит сам свариваемый предмет.
7,2.21. Перед началом электросварочных работ необходимо осмотром проверить исправность изоляции сварочных проводов и электрододержателей, а также плотность соединений всех контактов.
7.2.22*. Провода, подключенные к сварочным аппаратам, распределительным щитам и другому оборудованию, а также в местах сварочных работ, должны быть надежно изолированы и в необходимых местах защищены от действия высокой температуры, механических повреждений и химических воздействий.
При повреждении изоляции проводов они должны быть заменены или заключены в резиновый шланг.
Допускается изоляция поврежденных участков проводов методом вулканизации с использованием сырой резины.
7.2.23. Расстояние от сварочных проводов до горячих трубопроводов и баллонов с кислородом должно быть не менее 0,5 м, до баллонов и трубопроводов с горючими газами — не менее 1 м.
7.2.24. Рукоятки электрододержателей должны быть изготовлены из несгораемого диэлектрического и теплоизолирующего материала. Пользование электрододержателями, у которых нарушена изоляция рукоятки, запрещается.
Электрододержатели должны соответствовать ГОСТ 14651-78 Е "Электрододержатели для ручной дуговой сварки. Технические условия' .
Применение самодельных электрододержателей запрещается.
7.2.25, Токопроводящие части электрододержателя должны быть изолированы, кроме того, должна быть обеспечена защита от случайного прикосновения с ними рук сварщика или свариваемого изделия.
Разница температур наружной поверхности рукоятки на участке, охватываемом рукой сварщика, и окружающего воздуха при номинальном режиме работы электрододержателя должна быть не более 400 С.
7.2.26. Допускается применять для сварки постоянным током электрододержатели с электрической изоляцией только рукоятки. При этом ее конструкция должна исключать возможность образования токопроводящих мостиков между внешней поверхностью рукоятки и деталями электрододержателя, находящимися под напряжением, и непосредственного контакта с токоведущими деталями при обхвате рукоятки. На электрододержателе должна быть предупреждающая надпись:
Применять только для постоянного тока .
7.2.27. Ремонт сварочных установок должен выполняться только после снятия напряжения.
7.2.28. Осмотр и чистка сварочной установки и ее пусковой аппаратуры должны производиться не реже одного раза в месяц.
7.2.29. Сопротивление изоляции обмоток сварочных трансформаторов и преобразователей тока должно измеряться после всех видов ремонтов, но не реже одного раза в 12 мес.
Сопротивление изоляции обмоток трансформатора относительно корпуса и между обмотками должны быть не менее 0,5 МОм.
При вводе в .эксплуатацию и после капитального ремонта изоляция сварочных трансформаторов должна быть испытана повышенным напряжением 50 Гц в течение 1 мин.
Испытательное напряжение должно соответствовать значениям, указанным в табл. 7.3.
Таблица 7.3
| Место приложения испытательного напряжения | Испытательное напряжение, В, при напряжении питающей сети трансформаторов, В | |
| до 380 | свыше 380 | |
| Между первичной обмоткой и корпусом | ||
| Между вторичной обмоткой и корпусом | ||
| Между первичной и вторичной обмотками |
7.2.30. Результаты измерений сопротивления изоляции и испытаний изоляции сварочных трансформаторов и преобразователей тока лицо, проводившее измерения или испытания, должно заносить в "Журнал учета, проверки и испытаний электроинструмента и вспомогательного оборудования к нему".
7.2.31*. На корпусе сварочного трансформатора или преобразователя должны быть указаны инвентарный номер, дата следующего измерения сопротивления изоляции и принадлежность цеху (участку и т.п.).
7.2.32. При работе с подручным или в составе бригады сварщик перед зажиганием дуги обязан предупредить окружающих.
7.2.33. При ручной сварке внутри емкостей и сварке крупногабаритных изделий следует применять переносные портативные местные отсасывающие устройства, снабженные приспособлениями для быстрого и надежного крепления вблизи зоны сварки.
7.2.34*. Работа в замкнутых или ограниченных пространствах должна производиться в соответствии с требованиями п. 7.1.13 настоящих Правил. Один из наблюдающих должен иметь группу по электробезопасности II или выше, Наблюдающие должны находиться снаружи свариваемой емкости.
Сварка в замкнутых и труднодоступных пространствах11(11 Замхнутыми пространствами (помещениями) считаются пространства, ограниченнае поверхностями, имеющие люки (лазы) размерами, препятствующими свободному и быстрому проходу через них работающих и затрудняющими естественный воздухообмен; труднодоступными пространствами (помещениями) следует считать такие, в которых ввиду малых размером затруднено выполнение работ, а естественный воздухообмен недостаточен,) должна производиться при выполнении следующих условий:
наличии люков для прокладки и коммуникаций и эвакуации работающих;
непрерывной работе системы местной вытяжной вентиляции и устройств (воздухоприемников и др.), удаляющих вредные вещества, содержащиеся в воздухе, до предельно допустимых концентраций и поддерживающих содержание кислорода не менее 20% по объему;
наличии в сварочном оборудовании устройства прекращения подачи защитного газа при отключении напряжения в сварочной цепи;
наличии ограничителя напряжения холостого хода при ручной дуговой сварке переменным током. Ограничитель, выполненный в виде приставки, должен быть заземлен отдельным проводником.
7.2.35. Производства электросварочных работ во время дождя и снегопада при отсутствии навесов над электросварочным оборудованием и рабочим местом электросварщика запрещается.
7.2.36. При электросварочных работах в производственных помещениях рабочие места сварщиков должны быть отделены от смежных рабочих мест и проходов несгораемыми экранами (ширмами, щитами) высотой не менее 1,8 м.
При сварке на открытом воздухе такие ограждения следует ставить в случае одновременной работы нескольких сварщиков вблизи друг друга ина участках интенсивного движения людей.
7.2.37. Электросварщики, работающие на высоте, должны иметь специальные сумки для электродов и ящики для сбора огарков. Разбрасывать огарки запрещается.
7.2.40. При электросварочных работах в сырых местах сварщик должен находиться на настиле из сухих досок или диэлектрическом ковре.
7.2.41. При любых отлучках с места работы сварщик обязан отключить сварочный аппарат.
7.2.42*. При электросварочных работах сварщик и его подручные должны пользоваться индивидуальными средствами защиты:
защитной каской из токонепроводящих материалов. Каска должна удобно сочетаться со щитком, служащим для защиты лица и глаз. Защитные щитки должны соответствовать требованиям ГОСТ "ССБТ. 12.4.035 — 78'". Средства индивидуальной защиты. Щитки защитные для электросварщиков. Технические условия ;
защитными очками с бесцветными стеклами для предохранения глаз от осколков и горячего шлака при зачистках сварных швов молотком или зубилом;
рукавицами, рукавицами с крагами или перчатками из искростойких материалов с низкой электропроводностью.
Персонал должен быть проинструктирован о вредном влиянии на зрение и кожу ультрафиолетовых и инфракрасных лучей, выделяющихся при электросварке.
Лица, выполняющие электросварку или присутствующие при ней, при появлении боли в глазах должны немедленно обратиться к врачу.
7.2.43*. При сварочных работах в условиях повышенной опасности поражения электрическим током (сварка в резервуарах и др.) электросварщики кроме спецодежды должны обеспечиваться диэлектрическими перчатками, галошами или коврами и при прикосновении с холодным металлом — наколенниками и наплечниками.
Дата добавления: 2016-03-10; просмотров: 2734;