Перечень специальных инструментов, приспособлений, деталей и материалов, необходимых для монтажа кабеля ВКПА
| Наименование | Номер рисунка | Назначение |
| Пресс ручной: | ||
| гидравлический, механический или винтовой с усилием не менее 50 кН с пуансоном и матрицей | - | Для опрессования алюминиевой соединительной трубки на внешнем проводнике кабеля |
| штоковый | 9.40 , а | Для выпрессования разогретого полиэтилена при восстановлении изоляции |
| Пресс-форма | - | Для формирования сростка при восстановлении изоляции |
| Монтажный станок | - | Для закрепления концов кабеля и пресс-формы |
| Буравчик | 9.40 , б | Для извлечения пористой полиэтиленовой изоляции из концов кабеля |
| Бородок | 9.40 , в | Для введения стальных опорных втулок под внешний проводник |
| Щетка стальная: | ||
| плоская | - | Для зачистки внешнего алюминиевого проводника |
| круглая | 9.40 , г | Для зачистки внутренней поверхности алюминиевой соединительной трубки |
| Термометр ртутный на 300 °С | - | Для контроля температуры нагрева штокового пресса и пресс-формы |
| Лента резиновая шириной 25 - 30 мм, толщиной 1 - 2 мм или бинт резиновый медицинский | - | Для осадки полиэтиленовой трубки при сварке ее с полиэтиленовым шлангом кабеля |
| втулка стальная опорная | 9.41 , а | Для создания опоры при опрессовании алюминиевой трубки |
| Гильза медная | 9.41 , б | Для сращивания внутренних проводников |
| Трубка: | ||
| алюминиевая соединительная | 9.41 , в | Для сращивания внешних проводников |
| полиэтиленовая | 9.41 , г | Для восстановления полиэтиленового шланга |
| Композиция полиэтилена в гранулах марок 153-01К, 153-02К, 153-04К, 102-01 K , 102-02К, 102-04К | - | Для восстановления изоляции |
| Паста кварцевазелиновая ПКВ (см. приложение 7) | - | Для смазывания контактирующих поверхностей внешнего проводника и алюминиевой трубки при опрессовании |
| Компаунд липкий ЛПК (см. приложение 8) | - | Для внутреннего противокоррозионного покрытия |
| Лента полиэтиленовая, стабилизированная толщиной 0,1 - 0,25 мм, шириной 10 и 20 мм | - | Для внутреннего противокоррозионного покрытия шириной 10 мм; для сварки полиэтиленовой трубки со шлангом шириной 20 мм |
| Стеклолента ЭЛСБ толщиной 0,2 мм, шириной 20 мм | - | Для сварки полиэтиленовой трубки со шлангом |
| Трубки термоусаживаемые 20/10 длиной 350 мм и 450 мм с подклеивающим слоем | - | Для восстановления полиэтиленового шланга (взамен трубки полиэтиленовой, полиэтиленовой ленты, стеклоткани, резиновой ленты и т.д.) |
9.107. После выкладки кабелей в котловане (колодце) отметить середину сростка. Обрезать концы кабелей по сделанной отметке и очистить их от загрязнений.
9.108. Надрезать и удалить полиэтиленовый шланг на кабеле стороны А на расстоянии 130 мм от конца, а на стороне Б - 60 мм (рис. 9.42, а). Очистить алюминиевый внешний проводник от битумного состава ветошью, смоченной бензином.
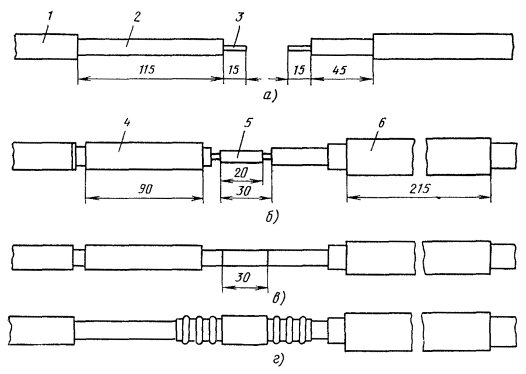
Рис. 9.42. Этапы монтажа кабеля типа ВКПАШп:
а - разделка концов; б - сращивание внутреннего проводника; в - восстановление изоляции; г - сращивание внешнего проводника (оболочки)
1 - полиэтиленовый шланг; 2 - внешний проводник; 3 - внутренний проводник; 4 - трубка алюминиевая; 5 - гильза медная разрезная; 6 - трубка полиэтиленовая
9.109. Надрезать по окружности внешние проводники сращиваемых кабелей на расстоянии 15 мм от конца. Отделить надрезанные участки, отгибая их от оси кабеля, и удалить.
9.110. Надрезать по окружности пористую полиэтиленовую изоляцию около торца внешнего проводника и удалить надрезанные участки изоляции с концов кабелей. При надрезании полиэтиленового шланга и пористой полиэтиленовой изоляции не допускать сквозных (до металла) надрезов во избежание повреждений внешнего и внутреннего проводников.
9.111. Удалить с помощью буравчика (см. рис. 9.40, б) пористую полиэтиленовую изоляцию из-под внешних проводников на длине 30 - 35 мм от их обреза.
9.112. Ввести под внешние проводники, пользуясь бородком (см. рис. 9.40, в) и молотком, стальные опорные втулки (рис. 9.41, а) до совпадения их торцов с местами среза внешних проводников.
9.113. Залудить концы внутренних проводников на длине15 мм припоем ПОССу-61-0,5.
9.114. Зачистить стальной плоской щеткой наружную поверхность внешнего проводника конца кабеля со стороны А на длине 30 - 35 мм от места среза. Смазать зачищенную поверхность кварцевазелиновой пастой и зачистить вторично, не удаляя пасту.
9.115. Зачистить стальной круглой щеткой (см. рис. 9.40, г) внутреннюю поверхность алюминиевой соединительной трубки (см. рис. 9.41) на длине 35 - 40 мм с обоих концов. Смазать зачищенные поверхности кварцевазелиновой пастой и зачистить вторично, не удаляя пасту.
9.116. Надвинуть на конец кабеля стороны А алюминиевую соединительную трубку (см. рис. 9.40, в), а на конец Б - полиэтиленовую трубку (см. рис. 9.41).
9.117. Уложить на монтажный станок сращиваемые концы кабелей (рис. 9.42, а). Надвинуть на внутренний проводник одного из концов медную гильзу (рис. 9.41, б). Закрепить концы кабелей так, чтобы торцы внутренних проводников плотно соприкасались.
9.118. Сдвинуть медную гильзу так, чтобы ее середина находилась на стыке внутренних проводников (рис. 9.42, б). При этом продольный разрез гильзы должен быть расположен сверху. Обжать гильзу пассатижами. Пропаять гильзу по продольному разрезу припоем ПОССу-61-0,5 Наплывы и подтеки припоя не допускаются. Протереть место пайки чистой тканью, смоченной бензином, и просушить.
9.119. Отвернуть верхнюю гайку штокового пресса (рис. 9.40, а). Вынуть шток из цилиндра. Засыпать полиэтилен в гранулах в. цилиндр пресса. Гранулы должны быть чистыми и сухими. Ввести шток с поршнем в цилиндр пресса, уплотнить гранулы и завернуть верхнюю гайку пресса.
9.120. Установить штоковый пресс в вертикальное положение, заглубив штырь в грунт. Умеренным пламенем паяльной лампы, равномерно перемещая его по поверхности пресса, вести обогрев до расплавления полиэтилена (260 - 270 °С). Контроль за температурой обогрева следует вести ртутным термометром со шкалой до 300 °С либо по следующим признакам: а) из сопла пресса выступает расплавленный полиэтилен; б) выступивший расплавленный полиэтилен прозрачен и может быть вытянут в тонкую нить.
9.121. Установить и закрепить нижнюю половину пресс-формы на монтажном станке. Разместить сросток во вкладыше так, чтобы центр сростка находился посередине пресс-формы. Вложить нижнюю половину вкладыша в пресс-форму. Проверить положение концов кабелей и закрепить их так, чтобы они были натянуты и прямолинейны. Установить верхние половины вкладыша и пресс-формы, затянуть барашки откидных болтов.
9.122. Умеренным пламенем паяльной лампы разогреть пресс-форму приблизительно до 60 °С. Соединить разогретый штоковый пресс с пресс-формой (предварительно срезав выступивший из сопла расплавленный полиэтилен). Равномерно, без перерыва вращая вороток по часовой стрелке, выдавливать расплавленный полиэтилен в пресс-форму до тех пор, пока усилие, необходимое для вращения воротка, резко увеличится.
Выдержать пресс, соединенный с заполненной полиэтиленом пресс-формой, около 3 мин. Разъединить пресс и пресс-форму. Выдавить из пресса остатки полиэтилена (в случае необходимости подогреть пресс).
9.123. Отвернуть барашки болтов, снять верхнюю половину пресс-формы. Охладить нижнюю половину пресс-формы с вкладышем до 40 - 50 °С. Разрезать и удалить полоски полиэтилена из литниковых пазов вкладыша. Разъединить верхнюю и нижнюю половины вкладыша и снять их со сростка. Срезать со сростка остатки полиэтилена от литников (рис. 9.42, в).
9.124. Проверить качество сростка, который не должен иметь раковин и пузырей, а также содержать посторонние включения. Медная гильза и внутренний проводник не должны просматриваться. При наличии указанных дефектов сросток должен быть переделан.
Примечание . После монтажа четырех-шести муфт, а также в случае обнаружения на сростках посторонних включений, требуется чистка пресса. При этом внутреннюю поверхность цилиндра, гайку и шток очищают пучками медной проволоки, протирают чистой тканью, смоченной бензином, и хорошо просушивают.
9.125. Зачистить стальной плоской щеткой наружную поверхность внешнего проводника кабеля со стороны Б на длине 30 - 35 мм от места среза. Смазать защищенную поверхность кварцевазелиновой пастой и зачистить повторно, не удаляя пасту.
9.126. Установить алюминиевую соединительную трубку так, чтобы расстояние от торца трубки до места среза полиэтиленового шланга кабеля Б было равно 15 мм.
9.127. Спрессовать алюминиевую трубку (рис. 9.42, г) в соответствии с требованиями, изложенными в разд. 11.
9.128. Восстановление полиэтиленового шланга должно производиться либо сваркой полиэтиленовой трубки (рис. 9.41, б) со шлангом под слоем стеклоленты (с предварительным нанесением на сросток и оголенные участки внешнего проводника противокоррозионного покрытия из ЛПК и полиэтиленовых лент), либо при помощи термоусаживаемых трубок (ТУТ). Эти работы должны выполняться в соответствии с требованиями, изложенными в разд. 12.
Дата добавления: 2016-03-05; просмотров: 1059;