Монтаж резервуаров для нефти и нефтепродуктов
Работам по монтажу резервуаров предшествуют расчистка площадки от кустарника и мелколесья, а также устройство основания под резервуары.
Расчистку площадкипроизводят с помощью средств уже упомянутых в п. 19.2. Толстые деревья (диаметром более 20 см) спиливают. Далее производится корчевка пней специальными корчевателями и производится разбивка осей под основания резервуаров с помощью геодезических приборов.
Сооружение основания под резервуар - один из самых ответственных этапов строительства, поскольку от качества его выполнения зависит величина и равномерность осадки резервуара, которая неизбежна. Грунты, на которых сооружаются резервуары, должны обладать достаточной несущей способностью. В противном случае прибегают к одному из следующих способов их укрепления: замена грунта, его уплотнение тяжелыми трамбовками с последующей защитой от замачивания, обработка грунта различными веществами (жидкое стекло, смолы, битумы), термическое закрепление грунта путем обжига массива через специально пробуренные скважины.
Стальные резервуары устанавливают на искусственном основании, состоящем из грунтовой подсыпки, песчаной подушки и гидроизоляционного слоя (рис. 20.6).
Назначением искусственного основания является распределение нагрузки и передача ее на нижележащий грунт. Слоем грунтовой засыпки заменяют слабые верхние слои грунта. Ее толщина составляет от 0,5 до 2 м. Песчаная подушка служит для обеспечения равномерной осадки резервуара. Гидроизоляционный слой толщиной 80...100 мм предохраняет днище будущего резервуара от коррозии под действием грунтовой влаги. Его изготавливают из смеси супесчаного грунта с битумом, гудроном, мазутом и т.п.
Основание резервуара закрепляют с помощью бетонной отмостки.
На рис. 20.7 показано устройство фундамента резервуаров на косогорном участке, а на рис. 20.8 - конструкция основания резервуара объемом 10000 м3, отличающаяся повышенной надежностью.
При монтаже вертикальных цилиндрических резервуаров применяют два метода: полистовой и индустриальный (из рулонных или укрупненных заготовок).
Полистовой методмонтажа заключается в том, что корпус и кровля резервуара монтируются из отдельных листов прямо на строительной площадке. Монтаж начинают с днища, которое во всех случаях поставляется в виде рулонной заготовки. Далее монтируют корпус резервуара путем последовательного наращивания поясов из отдельных предварительно изогнутых по необходимому радиусу листов. Все сварочные работы выполняют ручной электродуговой сваркой.
Далее в центре резервуара монтируют центральную стойку, а по его периметру - опоры. На них устанавливают полуфермы кровли, которые связывают между собой поперечными балками. Листы кровли соединяют сваркой внахлестку, а по наружному контуру присоединяют к верхнему обвязочному уголку на корпусе резервуара сплошным кольцевым швом. Кроме того, через определенные интервалы листы кровли присоединяют точечными проплавочными швами к элементам поддерживающих конструкций (полуфермы, балки).
Недостатками полистового метода является относительно низкая производительность сварочно-монтажных работ, сильная зависимость монтажных работ от погодных условий и т.д.
Индустриальный методмонтажа резервуаров осуществляется в два этапа:
1) изготовление рулонных заготовок корпуса и днища, а также щитов кровли в заводских условиях и их доставка к месту монтажа резервуара;
2) монтаж резервуара из заготовок заводского изготовления.

Рис.2 0.6. Фундамент под резервуары объемом 5000 мЗ: 1 - фунтовая подсыпка; 2 - песчаная подушка; 3 - отмостка.

Рис.2 0.7. Фундамент под резервуары на косогорном участке: 1 - нагорная канава; 2 - песчаная подушка; 3 - грунтовая подсыпка.
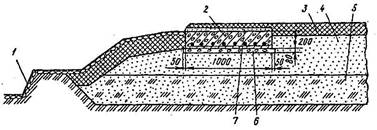
Рис.20.8. Фундамент под резервуары объемом 10 000 мЗ:
1 - кольцевая канавка с отмосткой; 2 - железобетонное кольцо; 3 - гидрофобный слой; 4 - песчаная подушка; 5 - грунтовая подсыпка; 6 - бетонная подготовка; 7 - выравнивающий цементный слой.
Основной объем сварочно-монтажный работ при данном методе выполняется в заводских условиях, что обеспечивает относительно высокое качество работ. Изготовление рулонных заготовок корпуса и днища резервуара осуществляется на специальных стендах. После контроля качества сварных швов полотнища днища и корпуса окрашивают и свертывают в рулон диаметром до 3,2 м. В настоящее время на заводах изготовляют рулоны высотой до 18 м.
Монтаж резервуара на подготовленном основании начинают с укладки днища. У резервуаров емкостью до 1000 м! днище поставляется в виде одного рулона, а у больших - в виде нескольких рулонов, представляющих собой части днища. После развертывания нескольких рулонов их соединяют в одно целое сваркой.
Монтаж корпуса резервуара включает следующие операции:
1) подъем рулона корпуса в вертикальное положение;
2) развертывание рулона корпуса;
3) сварку монтажных стыков.
Подъем в вертикальное положение рулона корпуса резервуаров объемом менее 1000 м:) осуществляется передвижными кранами, от 1000 до 2000 м3 - с помощью тракторов или тракторных лебедок, свыше 2000 м:| - специальными кранами большой (25...50 т) грузоподъемности.
При отсутствии крана необходимой грузоподъемности подъем рулона корпуса резервуаров в вертикальное положение осуществляют с помощью тракторов или тракторных лебедок с использованием А-образной стрелы. Развертывают рулон корпуса трактором. По мере развертывания полотнище корпуса фиксируют сварочными прихватками по линии разметки на днище. Развернув 5...6 м полотнища, начинают монтаж покрытия из отдельных щитов, что обеспечивает повышение устойчивости корпуса. Щиты соединяют между собой и верхним поясом резервуаров с помощью сварки.
Завершается сооружение резервуаров их испытаниями на прочность и герметичность.
Дата добавления: 2016-02-27; просмотров: 2086;