ПЕРСПЕКТИВЫ ИСПОЛЬЗОВАНИЯ КИСЛЫХ СТАЛЕПЛАВИЛЬНЫХ ПРОЦЕССОВ
В возникших полтора века назад технологиях массового производства литой стали — бессемеровском и мартеновском — на начальном этапе развития использовались кислые огнеупоры (на базе кремнезема, SiC2).
Использование кислых шлаков не давало возможности проводить операции десульфурации и дефосфорации. Необходимость борьбы с серой и фосфором явилась одной из главных причин перехода на работу с основными шлаками и на использование основных огнеупоров.
При этом сама технология ведения плавки в конвертерах, в основных электро- и мартеновских печах, строилась таким образом, чтобы в процессе(в ходе) самой плавкиобеспечить получение в конце операции металла нужного состава и с низким содержанием серы и фосфора.
В настоящее время ситуация изменилась коренным образом: современные методы внепечной обработки чугуна и стали обеспечивают получение в конечном счете металла нужного состава и с минимальным содержанием вредных примесей в комплексе сталеплавильный агрегат—внепечная обработка.
Неметаллические включения в кислой стали имеют другую природу, в частности отсутствуют грубые малодеформируемые включения алюминатов кальция и магния, что для ряда марок является важным. Особенностью включений в кислой стали является их круглая форма, сохраняющаяся после прокатки, в то время как включения основной стали часто представляют собой вытянутые пластинки или цепочки, из-за которых механические свойства основной стали в поперечном направлении значительно ниже, чем в продольном. В кислой же стали анизотропия механических свойств, особенно ударной вязкости и упругости, ниже. Кроме того, механические свойства кислой стали, как правило, более стабильны от плавки к плавке, чем основной стали того же состава.
Известны работы, оказывающие положительное воздействие кислых шлаков на качество металла, прежде всего на чистоту по неметаллическим включениям. В частности, это исследования с целью повышения качества подшипниковой стали, в ходе которых сталь ШХ 15, выплавленную в 70-т ДСП и 140-т мартеновской печи, обрабатывали кислым шлаком. Полученные результаты свидетельствуют о возможности резкого снижения загрязненности подшипниковой стали как строчечными оксидными, так и наиболее опасными глобулярными включениями при обработке ее кислым шлаком.
Из исследований последнего времени обращает на себя внимание работа, выполненная на Белорусском металлургическом заводе (доклад на IV конгрессе сталеплавильщиков в 1996 г.). Обработка стали, предназначенной для металлокрода, кислыми шлаками привела к заметному повышению ее качества, снижению обрывности кордовых нитей и т. д. В процессе выпуска стали в ковш присаживали дробленый кислый шлак, металл раскисляли алюминием и легировали ферромарганцем.
Особенностью кислых шлаков является более низкая (по сравнению с основными) растворимость газов и низкая азото- и водородопроницае-мость (соответственно в 4—5 раз и в 2— 3 раза ниже, чем у основных шлаков). В результате увеличения отношения SiO2: (FeO + MnO) от 0,72 до 2,11 водопроницаемость шлаков снижается от 1,0 до 0,09см3/100г. Кислые шлаки, для которых величина этого отношения менее 1,2, практически не проницаемы для азота.
По данным разных исследований, растворимость водорода в кислых шлаках во всех случаях оказывалась существенно (в несколько раз) ниже, чем в основных.
В работе Института черной металлургии Украины проведено сравнение содержания газов в металле в процессе конвертерной плавки при использовании конвертеров с кислой (7) и основной (2) футеровками (рис. 21.1). При этом уменьшение содержания азота в кислом металле было также объяснено меньшей азотопроницаемостью кислых шлаков.
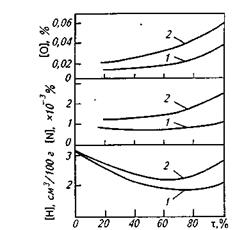
Рис. 21.1.Изменение содержания газов по ходу плавки в конвертерах с кислой (1) и основной (2) футеровками
Распространение дуговых печей сравнительно небольшой емкости с кислой футеровкой обусловлено рядом преимуществ такого типа агрегатов:
1. Меньшие тепло- и электропроводность кислых огнеупоров и шлаков. Из-за повышенного сопротивления кислых шлаков электрические дуги в кислых печах короче, что обеспечивает более быстрый нагрев металла до заданной температуры при меньшем (на 10—15 %) расходе электроэнергии.
2. Ванны кислых печей имеют относительно большую глубину (нет дефосфорации и десульфурации — нет необходимости иметь большую поверхность контакта металл—шлак), как следствие — меньшие тепловые потери.
3. Малая доля «жидкого» периода позволяет полнее использовать мощность трансформатора.
4. Материалы для футеровки кислых печей менее дефицитны, более чем в 2 раза дешевле, чем основные огнеупоры, и обеспечивают достаточно высокую стойкость подины, стен и свода при периодической работе печи.
5. По сравнению с основными кислые шлаки обладают более низкой электрической проводимостью и меньшей лучеиспускательной способ-
ностью, что позволяет нагревать жидкий металл более короткой дугой на высокой ступени напряжения печного трансформатора. Электрические дуги разрывают шлаковый покров и непосредственно контактируют с жидким металлом, передавая ему теплоту дуг. Это улучшает передачу тепла металлу, сокращает время плавления и увеличивает электрический к.п.д. установки.
Уменьшению тепловых потерь через кладку и более быстрому нагреву металла способствуют также более низкая теплопроводность и объемно-аккумулирующая способность кислых огнеупоров. Сравнительные показатели теплофизических величин огнеупоров приведены в табл. 21.1.
Таблица 21.1.Показатели некоторых теплофизических величин огнеупоров
| Показатель | Кислые огнеупоры | Основные огнеупоры |
| Удельная | 0,27-0,31 | 0,31-0,38 |
| теплоемкость, Вт-ч/(м3-К) | (0,29) | (0,35) |
| Объемно-аккумулирующая способность, | 486-558 (552) | 914-1121 (1017,5) |
| Вт-ч/(м3-К) | ||
| Теплопроводность, Вт/(м-К) | 1,35-1,92 (1,635) | 2,33-8,84 (5,585) |
| Температуропроводность, М2/Ч | (2,8-3,0)- Ю-3 (2,9-Ю-3) | (2,0-9,1 1)-10-3 (5,555- Ю-3) |
6. Кислый процесс имеет и некоторые технологические достоинства: а) низкая активность оксидов железа в шлаке и, следовательно, меньший угар в процессе плавки; б) высокие температуры нагреваемого металла, т. е. при необходимости есть возможность для восстановления кремния до значений, соответствующих марочному составу (без использования ферросилиция); в) процесс под кислым шлаком особенно эффективен при переплаве хромсодержащих отходов. Известно, что по мере снижения основности шлака отношение (Сг)/[Сг] резко уменьшается. Это обстоятельство учитывается как при выплавке высокохромистых сталей (марки типа 08Х18Н10), так и сталей с относительно невысоким содержанием хрома (рис. 21.2). Результаты сравнения условий работы основных и кислых ДСП сведены в табл. 21.2.
Таблица 21.2.Качественное сравнение выплавки стали в печах с кислой и основной
футеровками
| Условия выплавки и свойства стали | Футеровка | |
| кислая | основная | |
| Продолжительность | Меньше | Больше |
| плавки | ||
| Расход электроэнергии | Меньше | Больше |
| Стоимость огнеупоров | Дешевле | Дороже |
| Термостойкость футеровки | Выше | Ниже |
| Тепловые потери | Ниже | Выше |
| Удаление серы и фосфора | Нет | Да |
| Содержание газов в | Ниже | Выше |
| металле | ||
| Анизотропия | Ниже | Выше |
| механических свойств | ||
| Стабильность | Выше | Ниже |
| механических свойств от | ||
| плавки к плавке | ||
| Форма неметаллических | Округлая | Вытя- |
| включений | нутая | |
| Балл неметаллических | Ниже | Выше |
| включений |
Проблемы эффективного использования кислых шлаков интересуют также конвертерщиков. Заслуживают внимания эксперименты, проведенные в Институте черной металлургии Украины и в конвертерном цехе завода им. Петровского. Эксперименты показали, что для стали, выплавленной в конвертере с кислой футеровкой, по сравнению с основной характерны снижение содержания азота, водорода и кислорода, повышение ударной вязкости толстого листа и уменьшение анизотропии свойств. В целом для процесса в конвертере с
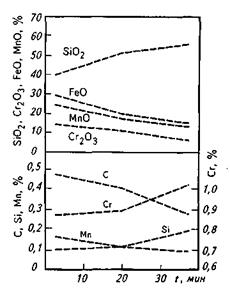
Рис. 21.2. Изменение состава металла и шлака при выплавке в 10-т кислой печи стали марки 37ХНЗА
кислой футеровкой получены снижение расхода сырья и энергоносителей, уменьшение количества отходов и повышение производительности конвертеров.
Конечно, при решении вопроса о выборе той или иной футеровки нужно учитывать, что температура огнеупорности магнезита и хромомагнезита 2000 ºС, а динаса 1730 °С, однако по мере расширения методов искусственного охлаждения отдельных элементов конструкций сталеплавильных агрегатов влияние этого фактора уменьшается, а в ряде случаев вообще исчезает.
Ближайшее будущее покажет, каковы перспективы использования технологий плавки металла под кислым шлаком.
Дата добавления: 2016-01-29; просмотров: 965;