Состав и свойства систем управления прокатными и кузнечно-прессовыми комплексами
План лекции
1. Характеристика технологического оборудования
2. Системы управления комплексами
5.1 Характеристика технологического оборудования
5.1.1 Клети прокатных станов
Клеть является основным технологическим оборудованием прокатного стана, осуществляющим деформацию металла в валках в режимах: нереверсивном (проход металла только в одном направлении) или реверсивном (прокатываемый металл проходит между валками несколько раз).
Клети классифицируют по количеству и расположению валков, режиму работы. По количеству валков клети прокатных ставов разделяются на двух-, трех-, четырех- и многовалковые (рис 5.1).
а) б) в) г) д) е)
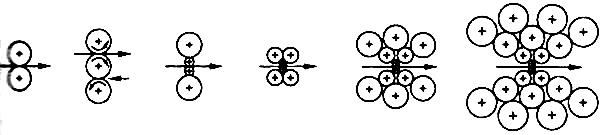
Рисунок 5.1
Приводными являются, как правило, рабочие валки, в которых происходит обжатие металла. В многовалковых клетях в качестве приводных используют рабочие и опорные валки. По расположению валков клети бывают с горизонтальными, вертикальными и косыми валками. Некоторые клети имеют горизонтальные и вертикальные валки. Двухвалковые (рис. 5.1, а) и трехвалковые (рисунок 5.1, б) клети применяют в тех случаях, когда отношение диаметра рабочего валка к его длине DВ/LВ > 0,4, что обеспечивает достаточную жесткость валка на изгиб. Такие клети устанавливают на обжимных, заготовочных, сортовых и трубных станах. Трехвалковая клеть имеет один двигатель, двухвалковая клеть может иметь один или два двигателя с индивидуальным или групповым приводом рабочих валков.
Четырехвалковые клети (рисунок 5.1, в) кроме двух рабочих валков, выполняющих обжатие металла, имеют два опорных вала, что позволяет повысить жесткость рабочих валков. Приводными являются рабочие валки. В зависимости от мощности привода используют один или два двигателя, соединенных механически на один вал.
Шести-, двенадцати- и двадцативалковые клети (рис. 5.1, г, д, е) кроме двух рабочих валков имеют соответственно 4, 10 и 18 опорных валков, обеспечивающих высокую жесткость рабочих валков не только по вертикальной оси. Такие клети служат для прокатки тончайшей ленты толщиной менее 0,1 мм. Приводными валками являются рабочие и опорные валки при индивидуальном и групповом питании. Они используются для станов холодной прокатки.
В прокатном производстве для привода рабочих валков клетей большинства станов используются двигатели постоянного тока, получающие питание от полупроводниковых преобразователей. В новых разработках и при модернизации применяют синхронные и асинхронные короткозамкнутые двигатели, получающие питание от преобразователя частоты.
Условия работы электроприводов прокатных станов (особенно реверсивных) предъявляют высокие требования к электрическим машинам. Для получения высоких динамических показателей при заданной установленной мощности требуются машины с предельными характеристиками, высоким КПД и максимальной надежностью в эксплуатации.
Для привода валков рабочих клетей прокатных станов применяют двигатели мощностью от десятков до тысяч кВт с различным диапазоном скоростей. В установках мощностью до 200 кВт используют в основном серийные двигатели, а для установок большей мощности разрабатываются специальные двигатели.
Обжимные станы, требующие больших обжатий при малых геометрических размерах заготовки по длине, требуют установки реверсивных двигателей, рассчитанных на малые частоты вращения (50... 150 об/мин). Нереверсивные двигатели, используемые для полунепрерывных и других станов, изготавливают более быстроходными (100... 1250 об/мин).
5.1.2 Кузнечно-прессовые машины
Кузнечно-прессовые машины (КПМ) осуществляют деформацию металла или другого материала в процессе приложения ударного усилия. К таким машинам относятся кривошипные прессы, ковочные машины и вальцы, винтовые прессы и др. Электроприводы кузнечно-прессовых машин разделяются на: главные электроприводы машин, снабженных маховиками; главные безмаховиковые электроприводы машин; электроприводы насосов и компрессоров, используемых в гидропрессах и молотах; электроприводы вспомогательных механизмов механических и гидравлических КПМ.
Расчет мощности и выбор электродвигателей для последних трех групп приводов КПМ не имеют каких-либо особенностей и производятся по аналогии с другими механизмами. Некоторая специфика, свойственная всем КПМ, заключается в выборе исполнений электродвигателей по способу защиты от вредных воздействий окружающей среды, поскольку большинство этих электроприводов работает в условиях вибраций и ударов, повышенной температуры горячих цехов, в атмосфере, содержащей пары воды и масла, обладающей повышенной проводимостью вследствие наличия окалины, графитовой смазки и т.п. Поэтому для подавляющего большинства приводов КПМ электродвигатели должны иметь закрытое обдуваемое, а для некоторых даже пожаро- и взрывобезопасное исполнения.
Механические КПМ с маховиковыми электроприводами составляют наибольшую группу по числу типов и количеству выпускаемых и эксплуатируемых машин. В нее входят кривошипные прессы, ковочные машины и вальцы, винтовые прессы и др. Специфической особенностью работы этого оборудования является резко выраженный ударный характер нагрузки, при котором статический момент сопротивления за цикл резко изменяется по различным законам от значения момента холостого хода Мсх до максимального (Мсmax) и вновь спадает до Мсх. При этом для большинства кривошипных КПМ отношение Мсmax/Мсх = 10...30.
5.2 Системы управления комплексами
5.2.1 Управление прокатными станами
Клети прокатного стана могут быть нереверсивными и реверсивными. Реверсивные клети, кроме горизонтальных прокатных валков, могут иметь пару вспомогательных вертикальных валков для обжатия боковых граней заготовки. Такие клети называются универсальными (слябинги, некоторые толстолистовые и балочные станы).
Различают групповой и индивидуальный приводы прокатных валков. При групповом приводе (рисунок 5.2) прокатные валки 2, установленные в станине клети 1, приводятся во вращение от общего двигателя 5 через шестеренную клеть 4 и универсальные шпиндели 3.
При индивидуальном приводе каждый из прокатных валков имеет привод от отдельного электродвигателя. Система передачи вращающего момента от верхнего двигателя, более удаленного от клети, кроме универсального шпинделя, снабжена промежуточным валом.
Основные преимущества индивидуального привода валков перед групповым состоят в увеличении предельной мощности, которая может быть приложена к каждому валку; уменьшении суммарного момента инерции, приходящегося на единицу мощности привода; отсутствии шестеренной клети, потери мощности в которой могут достигать 5 % мощности привода; отсутствии необходимости в точном подборе диаметров валков.
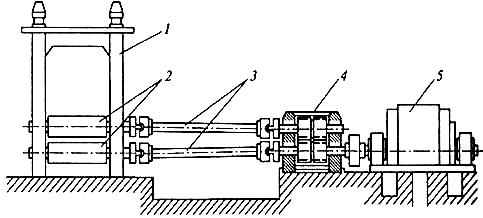
Рисунок 5.2
Уменьшение момента инерции в свою очередь дает ряд преимуществ: уменьшается продолжительность прокатки вследствие увеличения допустимых ускорений и замедлений; сокращается расход энергии на 1 т проката и на нагревание электрических машин; менее опасными становятся срывы при захвате металла; скорость захвата из-за изменения условий захвата может быть увеличена, что приводит к возрастанию средней скорости прокатки и, как следствие, к росту производительности стана.
Основными недостатками индивидуального привода по сравнению с групповым являются: увеличение количества электрооборудования; усложнение схемы управления, связанное с необходимостью регулирования соотношения скоростей и выравнивания нагрузок двигателей; увеличение в некоторых случаях размеров машинного зала, поскольку угол наклона шпинделей не должен превышать (6...8)°, вследствие чего двигатели должны быть удалены от клети на большое расстояние.
Индивидуальный привод валков целесообразно применять для мощных обжимных станов с диаметром валков 1100... 1300 мм. Для блюминга диаметром 1000 мм применяют как индивидуальный, так и групповой привод. Для заготовочных, рельсобалочных станов диаметром 900 мм и менее предпочтительно применение группового привода.
Цикл работы реверсивной клети стана горячей прокатки для одного пропуска в общем случае включает в себя разгон валков вхолостую до скорости захвата слитка, разгон со слитком в валках до установившейся скорости, прокатку на этой скорости, торможение до скорости выброса слитка и реверс вхолостую до скорости захвата слитка, повторный разгон со слитком в валках до установившейся скорости, прокатку на этой скорости, торможение до скорости выброса слитка и реверс вхолостую до скорости захвата при противоположном направлении вращения валков. Во время паузы между пропусками металла с помощью нажимного устройства клети перемещают верхний прокатный валок для изменения раствора между валками в соответствии с требуемым обжатием. При необходимости заготовка перемещается в поперечном направлении по рольгангу посредством линеек манипулятора и кантуется (поворачивается на 90° вокруг своей продольной оси) с помощью кантователя. Рабочий рольганг возвращает заготовку к клети для последующего пропуска. По окончании последнего пропуска заготовка транспортируется рольгангом к следующему механизму, а нажимное устройство перемещает верхний прокатный валок в первоначальное положение.
Работа электропривода реверсивных клетей характеризуется частыми реверсами (с числом включений до 1000 и более в 1 ч) и ударной нагрузкой, которая может превышать номинальную в 2 раза и более. Диапазон регулирования скорости, определяемый скоростями прокатки и захвата, достигает 10:1.
Номинальная частота вращения прокатных двигателей обычно составляет 50...70 об/мин. Диапазон регулирования скорости изменением магнитного потока двигателя не превышает 2:1. Уменьшение потока двигателя применяется только при небольших обжатиях, главным образом при последних пропусках металла, так как работа при ослабленном возбуждении ведет к непроизводительному нагреванию и снижению перегрузочной способности двигателя.
По условиям технологического процесса прокатки ускорение привода постоянно. Ускорение и замедление во время паузы между пропусками при изменении скорости от скорости выброса до скорости захвата определяются, как правило, временем работы нажимного устройства и лежат в пределах: для группового привода соответственно 40...60 и 50...70 об/мин, для индивидуального привода 70...100 и 80...130 об/мин. Среднее значение динамического момента при этом обычно составляет 0,8...1 номинального, что позволяет использовать большую часть допустимого момента двигателя при разгоне со слитком в валках для обжатия металла.
При увеличении скорости захвата и уменьшении скорости выброса слитка лучше используется запас кинетической энергии вращающихся частей привода, уменьшается нагревание двигателей, а также снижается изменение активной и реактивной мощностей при использовании вентильного электропривода.
Предельная скорость захвата определяется коэффициентом трения металла о валки, который снижается с увеличением скорости. Скорость выброса не может быть слишком низкой. Если продолжительность паузы определяется временем работы вспомогательного механизма, например, нажимного устройства, чрезмерное снижение скорости выброса приводит к уменьшению производительности стана. Для реверсивных станов частота вращения привода захвата выбирается в пределах 10...45 об/мин. Меньшие значения принимаются для первых пропусков, большие — для последующих. Примерно в тех же пределах меняется и частота вращения привода при выбросе.
Питание прокатных двигателей реверсивных станов осуществляется от полупроводниковых преобразователей.
Широко распространены системы управления приводами реверсивных прокатных станов, основанные на принципе подчиненного регулирования.
В схемах электроприводов реверсивных станов предусматриваются следующие защиты: максимально-токовая от мгновенной перегрузки по току; от пробоя вентилей; от аварийных токов в уравнительных контурах; от аварийных токов в якорной цепи двигателя; минимально-токовая от размыкания цепи обмотки возбуждения двигателя; от чрезмерного повышения напряжения на двигателе; от чрезмерного повышения скорости; от включения линейных автоматов при отключенном, но вращающемся двигателе при наличии напряжения на двигателе и на преобразователе. Защита выполняется с помощью электрических аппаратов, установленных в соответствующих цепях электрической схемы привода. Повышение скорости контролируется центробежным реле, установленным совместно с тахогенератором на валу двигателя.
Современной тенденцией в реализации привода валков (главного привода клети) является применение двигателей переменного тока: синхронных или асинхронных с короткозамкнутым ротором. При этом используются комплектные преобразователи частоты со звеном постоянного тока или непосредственные преобразователи частоты НПЧ (циклоконверторы), которые применяются в безредукторных приводах с пониженной частотой питании (от 25 Гц и ниже).
На рисунке 5.3 приведена схема управления главным приводом клети с синхронными двигателями для каждого валка мощностью 4000 кВт, частотой вращения 40/80 об/мин, напряжением 923 В при использовании циклоконвертора фирмы Siemens (диапазон частот 0...4/8 Гц). Фазовое управление силовыми тиристорными модулями осуществляется микропроцессорной системой SIMADYN D при коммутации тиристорных групп в функции положения ротора.
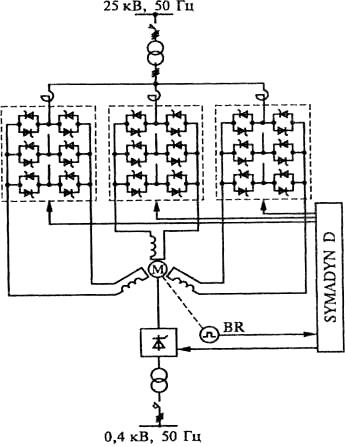
Рисунок 5.3
Возбуждение двигателя предусмотрено от комплектных тиристорных блоков с интерфейсом для управления от системы SIMADYN D. Таким образом, управление приводом осуществляется по схеме вентильного двигателя.
Структурная схема системы управления главным приводом клети в комплексе управления участка прокатного стана приведена на рисунке 5.4.
Система управления SIMADYN D имеет модуль связи с промышленной сетью управления приводами Profibus DP и, таким образом, получает команды на режимы работы от системы программно-логического управления, реализованной на контроллере SIMATIC S7-400 и связанной через модули удаленного ввода-вывода ЕТ-200М с пультом оператора ПО и информационным терминалом (текстовая панель ОР) на посту управления.
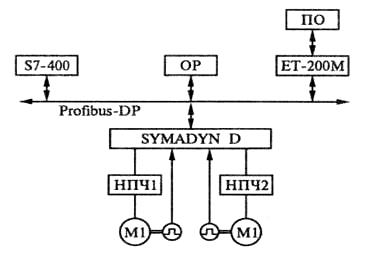
Рисунок 5.4
5.2.2 Управление кузнечно-прессовыми машинами
Функциональная схема системы управления прессом с маховичным приводом приведена на рисунке 5.5.
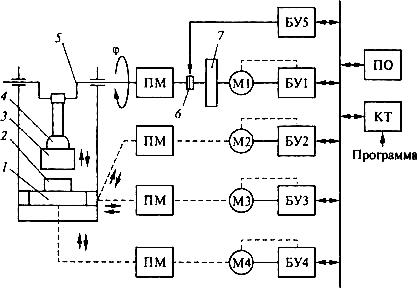
Рисунок 5.5
Здесь: 1 – стол, 2 – заготовка, 3 – молот, 4 – шарнир, 5 – кулисный механизм, 6 – электромагнитная муфта, 7 – маховик. Электропривод с M1 и БУ1 является главным электроприводом, а электроприводы с М2, МЗ, М4 и БУ2, БУЗ, БУ4 – электроприводами подач, выполняющими перемещение обрабатываемого изделия с механизмами стола относительно оси удара молота. Блок БУ5 управляет электромагнитной муфтой.
Для устранения нежелательных для двигателя и сети изменений момента и тока, а также снижения мощности в приводе устанавливается маховик, обеспечивающий уменьшение колебаний нагрузки и скорости. Являясь аккумулятором кинетической энергии, маховик при повышении нагрузки вследствие снижения скорости отдает часть накопленной при холостом ходе энергии, чем обеспечивает выполнение рабочей операции. Момент двигателя повышается незначительно, изменение тока существенно снижается, а колебания скорости привода и машины в целом уменьшаются.
Рекомендуемая литература
1. Автоматизированный электропривод типовых производственных механизмов и технологических комплексов: учебник для вузов / М.П. Белов, В.А. Новиков, Л.Н. Рассудов. – М.: Академия, 2004. С.277-296.
2. АСУ ТП в черной металлургии: Учебник для ВУЗов / Г.М. Глинков, В.А. Маковский. – М.: Металлургия, 1999. 310 с.
Лекция 6
Дата добавления: 2016-01-26; просмотров: 3233;