Транспортно-накопительные системы
Одним из основных элементов АЛ является транспортно-накопительная система.
Транспортно-накопительные системы автоматических линий по принципу действия, конструкции и компоновке зависят от вида обрабатываемых изделий, в меньшей степени - от выполняемых операций.
Рассмотрим в качестве примера системы для двух видов дискретных изделий:
- корпусных, неподвижных при обработке, которые могут иметь только принудительное транспортирование. Такие изделия обрабатываются, как правило, на линиях с жесткой межагрегатной связью (по линии целиком или в пределах одного участка-секции);
- изделий типа тел вращения (кольца, втулки, фланцы и т.п.), способных перемещаться качением или скольжением, принудительно или под действием сил собственной тяжести. Такие изделия обрабатываются в основном на линиях с гибкой межагрегатной связью, т.е. с накоплением заделов между каждой парой станков.
Автоматические линии из агрегатных станков, как правило, относятся к линиям с жесткой межагрегатной связью, на которых станки и элементы транспортной системы должны работать в едином жестком ритме, а отказ любого элемента (инструмента, механизма, устройства) вызывает останов всей линии. В линиях, разделенных на отдельные секции межоперационными накопителями, жесткая связь осуществляется в пределах одной секции.
Типовая планировочная схема автоматической линии из агрегатных станков представлена на рис.6.9. Линия скомпонована из однопозиционных
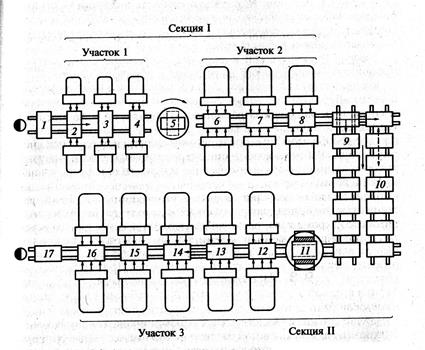
Рис. 6.9. Автоматическая линия с жесткой связью агрегатных станков:
1 — позиция загрузки заготовок; 2—4, 6—8, 12—16 — рабочие позиции;
5, 11 — поворотные столы; 9 — поперечный транспортер; 10 — межоперационный накопитель; 17 — позиция съема готовых изделий
двухсторонних агрегатных станков, работающих на проход, и разделена на две независимые секции, между которыми находится межоперационный накопитель. В линии имеется 11 рабочих позиций, на которых обрабатываемые одновременно с двух сторон изделия зажимаются и фиксируются в стационарных приспособлениях. Между отдельными технологическими участками 1; 2; 3 располагаются механизмы (поворотные столы) изменения ориентации в вертикальной 5 и горизонтальной 11 плоскостях. Установка изделий на первую позицию и съем с последней производятся вручную или с помощью подъемно-транспортных средств.
В линиях с жесткой межагрегатной связью транспортно-накопительная система включает в себя следующие виды механизмов и устройств:
- шаговые линейные транспортеры для перемещения изделий из позиции в позицию;
- поперечные транспортеры для подачи изделий при боковом транспортировании;
- механизмы изменения ориентации между позициями;
- механизмы зажима и фиксации на рабочих позициях;
- накопители межоперационных заделов;
- приспособления-спутники для закрепления и транспортирования
изделий с неустойчивым базированием;
- механизмы транспортирования и уборки стружки.
На рис.6.10 показаны конструктивные варианты шаговых транспортеров.
Наибольшее применение нашли шаговые штанговые транспортеры с собачками (см. рис. 6.10, а). При перемещении обрабатываемых деталей 3 вперед (по схеме вправо) штанга 1 транспортера совершает возвратно-поступательное движение (медленное вперед и быстрое назад). В качестве привода обычно служит гидроцилиндр. При движении вперед собачки 2 с пружинами захватывают детали, перемещая их на следующую позицию. При движении назад собачки утапливаются и проходят под деталями.
Основное достоинство шагового штангового транспортера с собачками - штанга совершает простое прямолинейное возвратно-поступательное движение; конструкция пневмо- или гидропривода транспортера простая.
Главный недостаток шаговых штанговых транспортеров с собачками - сложность обеспечения точного позиционирования деталей на рабочих позициях станков.
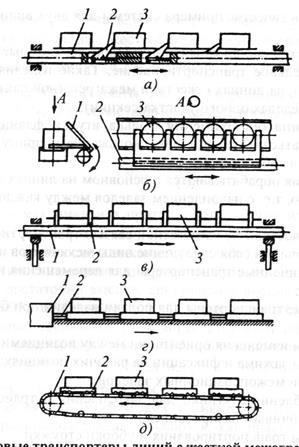
Рис. 6.10. Шаговые транспортеры линий с жесткой межагрегатной связью
Штанговые транспортеры с флажками (см. рис. 6.10, б) обеспечивают более точное перемещение и базирование обрабатываемых деталей на рабочих позициях линии. Точность положения деталей на рабочих позициях при перемещении их флажковыми транспортерами определяется в основном допуском зазора между флажками 1 и деталью 3. Эти транспортеры вследствие более точного обеспечения конечного положения деталей допускают и большую скорость перемещения.
Штанги 2 таких транспортеров совершают прямолинейное возвратно-поступательное движение и поворотное движение вокруг своей оси. Обрабатываемые детали перемещаются только при движении штанги вперед.
Конструктивно транспортеры с флажками гораздо сложнее, чем с собачками, так как для штанги кроме возвратно-поступательного движения требуется и поворотное движение вокруг своей оси. Поворот штанги с флажками вокруг оси для освобождения детали осуществляется дополнительным приводом, вследствие чего управление усложняется.
Грейферные шаговые транспортеры с флажками (см. рис. 6.10, в) перемещают обрабатываемую деталь 3 флажками 2. Конструкция таких транспортеров получается сложной, потому что штанга 1 транспортера совершает два возвратно-поступательных движения: в горизонтальном и вертикальном направлениях.
Транспортеры подобного вида применяют обычно в тех случаях, когда захват обрабатываемых деталей может быть проведен лишь с одной стороны, т.е. когда обрабатываемые детали установлены на рабочих позициях станков таким образом, что сначала их необходимо поднять, а затем переместить на следующие операции для дальнейшей обработки.
Цикл работы транспортера: ход вверх (подъем всех заготовок), перемещение заготовок на один шаг вправо (по схеме), опускание их на направляющие и возврат транспортера в первоначальное положение. В качестве привода такого транспортера может быть использован гидроцилиндр с применением механических устройств.
К шаговым транспортерам относятся и толкающие шаговые транспортеры (см. рис. 6.10, г). Они просты по конструкции, так как шток 2 гидроцилиндра 1, перемещая изделия 3 вплотную друг за другом, воздействует лишь на последнее из них. При движении штока 2 вперед все находящиеся на транспортере обрабатываемые детали перемещаются одновременно вдоль линии благодаря взаимному давлению деталей или транспортных устройств.
Недостатками таких систем являются возрастание накопленной ошибки положения каждой последующей детали и усложнение вследствие этого фиксации на рабочих цилиндрах.
Для сквозного транспортирования деталей в автоматических линиях широко применяются цепные транспортеры (см. рис. 6.10, д). Цепь 1 получает возвратно-поступательное движение. Изделия 3 на тележках 2 перемещаются с помощью собачек. Из-за невозможности обеспечения точности базирования деталей цепные транспортеры, как правило, не используются в качестве шаговых, хотя близки к ним.
Необходимыми условиями надежной работы являются контроль правильной фиксации и достаточная сила зажима, осуществляемого автоматически. Постоянство силы зажима в течение всего периода обработки обеспечивается применением активного зажима, при котором сила гидро- или пневмопривода поддерживается постоянной.
Автоматические линии с гибкой связью строятся преимущественно для обработки изделий типа коротких тел вращения (кольца подшипников, шестерни, всевозможные колпачки, втулки, гильзы, фланцы и др.). Их особенностью является возможность перемещения под действием силы собственной тяжести, что широко используется при межстаночном транспортировании, накоплении заделов и т.д.
Широкое применение нашли так называемые групповые автоматические линиикак системы последовательно-параллельного действия. Каждая линия - это, по существу, блок коротких линий с единой транспортно-накопительной системой .
По способам перемещения изделий и распределения общего потока по параллельно-работающим машинам-автоматам можно отметить следующие виды транспортных систем линий с гибкой межагрегатной связью:
- транспортные с гравитационным перемещением – простейшие системы, где перемещение и распределение деталей по станкам происходит под действием сил тяжести в наклонных лотках качением либо скольжением;
- транспортные принудительного перемещения деталей качением - системы, в которых используется свойство деталей типа дисков и колец катиться в направляющих;
- транспортные принудительного перемещения деталей скольжением - системы, где детали транспортируются проталкиванием, скольжением по направляющим;
- - транспортные принудительного перемещения деталей на транспортирующем органе - системы, в которых детали перемещаются фиксированными либо покоящимися на движущихся и колеблющихся органах транспортных устройств.
-
Контрольные вопросы:
1. Какие механизмы и устройства входят в транспортную систему АЛ с жесткой межагрегатной связью?
2. Какие вы знаете типы конвейеров, применяемых в АЛ?
3. Как работает шаговый штанговый транспортер с собачками?
4. Как работает шаговый штанговый транспортер с флажками?
5. Как работает грейферный шаговый транспортер?
6. Как работают шаговые транспортеры?
7. Какие автоматические линии называются групповые?
8. Какие виды транспортных систем используются в групповых автоматических линиях?
Лекция №9
Дата добавления: 2016-01-18; просмотров: 2038;